某零部件鍛造廠在加工18CrMnTiH環形毛坯件時,發現廢品率高達100%,裂紋缺陷源于鍛造折疊。通過宏觀觀察、理化檢驗和金相分析,發現裂紋均位于零件背面接近中孔附近,形態呈弧形,且鍛造后毛坯件上即存在裂紋。微觀分析顯示裂紋始端開口明顯,末端呈毛細狀延伸,裂紋內存在氧化和輕微脫碳現象。研究表明,裂紋產生于鍛造過程,通過控制毛料體積、修改工藝及模具形狀,定期檢查和更換模具可減少此類缺陷。
廢品率100%,環形鍛件裂紋源于鍛造折疊
某零部件鍛造廠在加工18CrMnTiH環形毛坯件時,發現存在裂紋廢品,裂紋缺陷較大,廢品率較高,并對裂紋缺陷進行了初步檢驗,認為該裂紋產生于原料棒材原始裂紋。針對此情況,對裂紋零件進行了檢驗,并到鍛造廠加工現場檢查廢品情況,以觀察宏觀缺陷,確定裂紋產生原因。
一、缺陷件宏觀形貌
零件加工流程:鋸切下料→感應加熱→鍛造→粗車(單面車去2mm),裂紋廢品發現在粗車光表面上。這批棒材下料完成鍛造800余件,鍛后車削過程發現200件左右廢品。實際到加工現場確認后發現:完成車削的200件左右全部存在裂紋,廢品率為100%。廢品件的宏觀形貌如圖1、圖2所示,裂紋局部如圖3所示,在廢品中隨機挑選多件,如圖4所示。
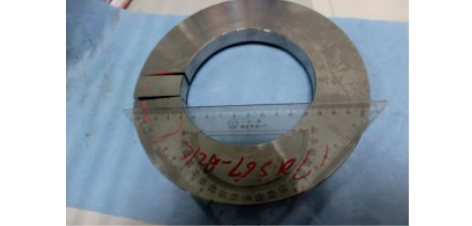
圖1 零件背面
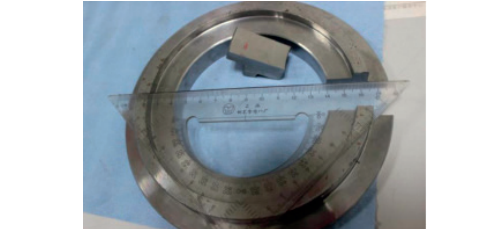
圖2 零件正面
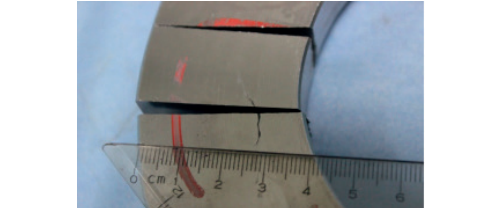
圖3 裂紋局部

圖4 多個廢品件
通過宏觀觀察,可以發現裂紋均位于零件背面接近中孔附近,多數裂紋長度40mm左右,形態均略呈弧形,多個廢品上裂紋缺陷的形態大體相近,個別零件上折疊痕跡明顯。裂紋位置如果對應鍛造前料段上,應為料段內部某橫截面,原料棒材整支經過超聲波檢測,幾乎可排除這個位置存在裂紋的可能性。
二、理化檢驗
(1)化學成分
如附表所示,廢品零件化學成分符合標準要求,不是導致零件產生裂紋的原因。
零件的化學成分(質量分數) (%)

(2)著色滲透
因粗車后廢品率100%,推測車光前鍛件上應存在裂紋,所以在鍛造后未進行車光零件中隨機選取2件進行了著色滲透檢驗,如圖5、圖6所示,經著色滲透后,零件背面接近內孔部位存在多處滲透劑聚集,表明粗車前鍛造后的毛坯件上即存在裂紋缺陷。
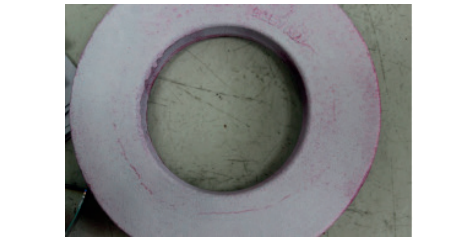
圖5 零件經著色滲透后

圖6 著色滲透后裂紋局部
(3)金相檢驗
如圖3所示,在零件裂紋缺陷位置取樣,在垂直裂紋方向上進行磨拋制樣,在光學顯微鏡下由外側開始,沿裂紋延伸痕跡逐步觀察裂紋形貌。裂紋始端開口明顯,呈微小角度逐漸向內擴展,總體呈掀起狀,末端逐漸無開口,呈毛細狀延伸,放大后可見裂紋內存在明顯氧化現象,如圖7~圖12所示;腐蝕后(4%硝酸酒精溶液),組織為正常鐵素體珠光體組織,有輕微脫碳;鍛造變形產生的金屬流線痕跡清晰可見,裂紋的擴展方向整體與該流線平行。
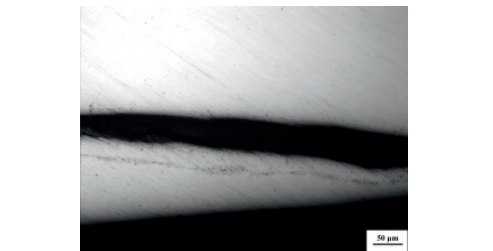
圖7 裂紋末端(50×)

圖8 裂紋始端(50×)
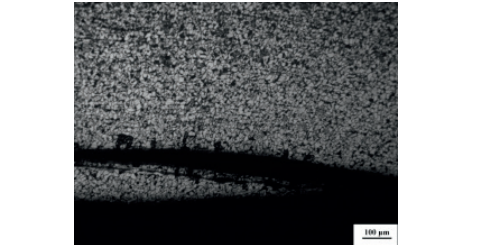
圖9 裂紋末端(200×)

圖10 裂紋始端(200×)
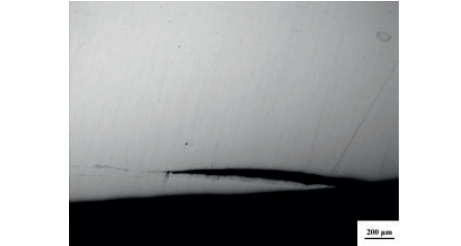
圖11 裂紋末端(腐蝕后,100×)

圖12 裂紋始端(腐蝕后,100×)
三、結束語
宏觀上廢品率100%,多個廢品件上缺陷形態具有一致性,分布位置具有規律性;隨機選取的未粗車的鍛后件經著色滲透后有滲透劑聚集,表明粗車前鍛造后的毛坯件上即存在裂紋;微觀上裂紋始端開口明顯,近平行于表面逐漸向內擴展,末端逐漸無開口,呈毛細狀延伸;裂紋內存在明顯氧化、輕微脫碳現象,裂紋的擴展方向與鍛造金屬流線痕跡平行。這些特征均表明該裂紋產生于鍛造過程,是一種鍛造折疊,通過控制合理的毛料體積,修改工藝及模具形狀,定期進行模具檢查和更換可減少此類折疊缺陷的產生。
作者:劉桂江、劉曉斌、許強;單位:東北特鋼集團撫順特殊鋼股份有限公司















