內花鍵感應淬火變形問題復雜,涉及淬硬層深、加熱頻率、零件結構、加工方法和材料等多因素影響。通過試驗驗證,發現不同頻率的感應加熱電源和零件壁厚對變形量有顯著影響。建議選擇比最佳頻率更高的加熱電源,并在熱處理前預留固定預縮量,以確保淬火后內花鍵尺寸穩定合格。本文總結了內花鍵感應淬火的關鍵影響因素和優化策略,對提高感應淬火質量具有重要指導意義。
內花鍵感應淬火變形?我有錦囊妙計
由于內花鍵的結構特性,無法在熱處理后進行精加工來保證尺寸,因此在內花鍵熱處理前編制機加工工藝時,要考慮到熱處理變形的影響,需預留一定的變化量,而預留量的多少則要經過大量工藝試驗驗證。不同的感應淬火頻率、淬硬層深、感應加熱工藝都會有不同的變形量;不同的零件結構及內花鍵壁厚,感應淬火后也會有不同的變形量;另外,不同的材料、金相組織,熱處理后變形量也不盡相同。
經過試驗驗證,摸索出各因素對感應淬火變形的影響數據,可較大程度地縮短類似內花鍵零件的開發周期,提高感應淬火質量,對內花鍵感應淬火具有積極的指導、參考意義。
一、零件說明
圖1是兩種不同結構的行星架,材料為QT700-2,其內花鍵頂圓直徑均為54mm,有效長度均為53mm,花鍵模數均為1.5875,壁厚分別是12mm和23mm。感應淬火要求內花鍵根部淬硬層深≥0.4mm,硬度≥45HRC,允許內花鍵全長淬火。
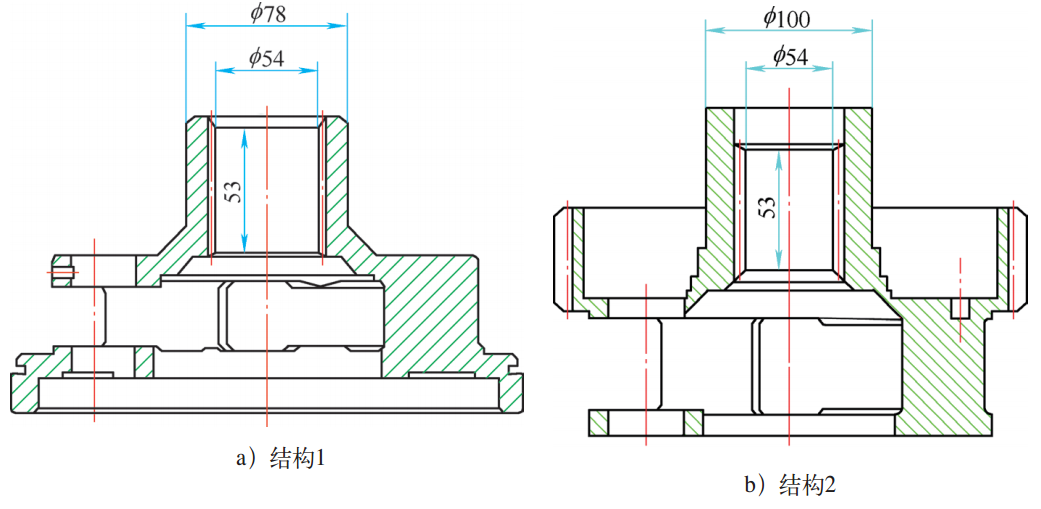
圖1 內花鍵行星架結構
零件開發過程中,嘗試采用不同頻率的感應加熱電源,所得到的感應淬火層深和變形數據也都不同。采用不同的淬火機床,零件裝夾跳動不同,熱后內花鍵錐度、圓度也不同。
二、淬硬層深對內花鍵變形的影響
在滿足最小淬硬層深及硬度要求的前提下,選擇加熱電源的頻率越低,淬硬層深就越大;其感應加熱影響區深度越大,冷卻時內花鍵縮量也越大。
反之,選擇加熱電源的頻率越高,淬硬層深就越小;其感應加熱影響區深度越小,冷卻時內花鍵縮量也就越小。
不同頻率的感應加熱電源,所得到的淬硬層深不同,變形數據也就不同。因此,在內花鍵熱處理前預留量的選擇上,一定要根據感應熱處理設備電源頻率,做好試驗數據收集。
在實際生產中,因各種條件限制,感應加熱所用設備的頻率會遠遠偏離所需的最佳頻率。經實踐證明,對于齒輪、花鍵類零件的感應加熱,頻率的選擇與模數有關。當感應加熱比功率Pb<1.5kW/cm2時,其選擇的最佳頻率為f=2.5×105/M2(M為齒輪模數)。
此類零件內花鍵模數為1.5875,故最佳頻率選擇:f=2.5 ×105/1.58752=99200Hz=99.2kHz。在內花鍵零件感應淬火工藝開發過程中,曾使用兩種不同頻率的電源進行感應加熱淬火。
(1)使用30~40kHz的超音頻感應加熱淬火設備
因為頻率偏低,實際加熱過程中熱能量從內花鍵根部傳導至內花鍵頂部。在根部淬硬層深達到1.5mm以上時(見圖2、圖3),頂部才完全達到奧氏體化溫度。經熱處理前后對比,內花鍵變形平均縮量在0.19mm。
圖2 根部硬化層深1.05mm

圖3 根部硬化層深1.5mm
(2)使用200~400kHz的高頻感應加熱淬火設備
因為頻率過高,熱能量從內花鍵頂部傳導至內花鍵根部。在相同的淬硬層深度時,不同的頻率選擇,變形數據也有差異。
當頻率選擇200kHz時,內花鍵根部淬硬層深為0.6~0.8mm,符合圖樣技術要求。熱處理前后對比,內花鍵變形平均縮量在0.14mm。
當頻率選擇235kHz時,內花鍵根部硬化層深為0.6~0.8mm,符合圖樣技術要求。熱處理前后對比,內花鍵變形平均縮量在0.10mm(見表1)。
表1 不同狀態下內花鍵變形數據對比

三、零件結構對內花鍵變形的影響
零件結構對熱處理變形有較大的影響。對于內花鍵感應淬火零件,其壁厚是最重要的影響因素之一,壁厚越薄,內花鍵錐度越大,圓度也越大。對于本文兩種結構的內花鍵,長度較長,在感應淬火時,孔口位置相對中心位置冷卻速度較快,縮量也較大,因此在整個內花鍵長度上存在一定的錐度。
在相同淬硬層深的背景下,對比12mm和23mm壁厚感應淬火加工后檢測發現,23mm壁厚的內花鍵錐度較小,只有0.02mm。在工藝編制時,將12mm壁厚的的外圓直徑由78mm增加到100mm,在內花鍵感應淬火后再將外圓直徑加工到要求尺寸。
經過驗證,通過熱處理前增加外圓車削余量、熱處理后機加工至外圓尺寸的方法,將12mm壁厚的內花鍵錐度也穩定地控制在0.02mm范圍內。
四、加工方法對內花鍵變形的影響
感應淬火時,零件的裝夾精度、外圓跳動也對變形有一定的影響。裝夾跳動越大,內花鍵感應淬火后的圓度、錐度也越大。對感應淬火加工方法及過程控制上要嚴格要求,零件外圓跳動應控制在0.2mm之內。
五、材料對內花鍵變形的影響
鋼質件、鑄鐵件等不同材料的內花鍵,感應淬火后的變形也不同。西安雙特智能傳動有限公司所加工的QT700-2材質的行星架內花鍵,基體組織中球化率和石墨形態較差的件,變形相對較大。
因此,對于感應淬火,必須穩定材料組織、狀態,這樣才能保證加工出的內花鍵尺寸縮量一致。
六、結束語
從試驗數據總結來看,內花鍵感應淬火后變形趨勢是縮小的,不同的淬硬層深、加熱電源頻率、內花鍵壁厚,以及加工工藝控制,所得到的變形數據是不同的。為了降低縮量過大所導致的其他畸變,如錐度、圓度等,建議內花鍵感應淬火選擇比最佳頻率更高一些的加熱電源進行感應淬火。
在內花鍵感應淬火零件的開發時,要針對所選擇的感應淬火設備進行工藝試驗,取得穩定的變形數據。在此基礎上,固定工藝參數及設備,在熱處理前內花鍵加工中預留固定的預縮量,可保證感應淬火之后獲得穩定合格的內花鍵尺寸。
作者:閆科,李精華,賈武,劉光宗;單位:西安雙特智能傳動有限公司;來源:《金屬加工(熱加工)》雜志






