不同滲碳淬火模式下的18CrNiMo7-6鋼晶粒度研究
對(duì)齒輪滲碳鋼而言,晶粒度是一個(gè)不可或缺的指標(biāo),細(xì)化晶粒有助于提高疲勞強(qiáng)度和基體力學(xué)性能。根據(jù)ISO 6336-5等國(guó)際主流標(biāo)準(zhǔn),滲碳淬火晶粒度應(yīng)不小于5級(jí),否則視同為不可接受的粗晶。圍繞著齒輪鍛件的晶粒度改善,國(guó)內(nèi)外材料和熱處理研究人員長(zhǎng)期開(kāi)展了大量的工作,主要方式包括Al、N和Nb微合金化,以及鍛后熱處理工藝優(yōu)化等。18CrNiMo7-6鋼具有淬透性高、綜合力學(xué)性能好等優(yōu)勢(shì),在硬齒面齒輪領(lǐng)域得到了廣泛使用。以降本增效為目的,提高滲碳溫度(高于930℃)、以及采用滲碳直接淬火代替再加熱淬火工藝模式,成為越來(lái)越常見(jiàn)的工藝手段,但對(duì)滲碳(特別是深層滲碳)淬火后實(shí)際晶粒度的系統(tǒng)性研究,國(guó)內(nèi)外文獻(xiàn)報(bào)道并不多見(jiàn)。本文結(jié)合多年的爐前工藝實(shí)踐,將分別對(duì)18CrNiMo7-6鋼在滲碳直接淬火和再加熱淬火兩種工藝模式下的晶粒度進(jìn)行研究,以尋找實(shí)際生產(chǎn)過(guò)程中保持細(xì)晶的邊界工藝條件。本文以18CrNiMo7-6鋼齒輪本體試樣為研究對(duì)象,其化學(xué)成分見(jiàn)表1(其特征尺寸:直徑為模數(shù)的6倍,長(zhǎng)度為直徑的2倍)。
表1 18CrNiMo7-6鋼化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

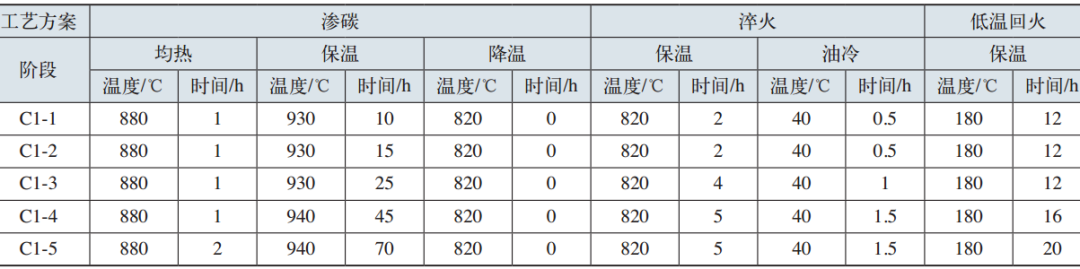
18CrNiMo7-6鋼齒輪本體試樣晶粒度試驗(yàn)流程如下:冶煉→鍛造→鍛后熱處理→本體取樣→鍛件晶粒度測(cè)試→隨爐滲碳淬火→低溫回火→實(shí)際晶粒度測(cè)試。本體試樣晶粒度測(cè)試參考ISO 643:2012和GB/T 6394—2017標(biāo)準(zhǔn),說(shuō)明如下:1)齒輪鍛件簡(jiǎn)要熱處理過(guò)程:950℃正火+660℃去氫高溫回火。2)鍛件晶粒度試樣簡(jiǎn)要熱處理過(guò)程:950℃(8h)淬火+低溫回火。3)滲碳淬火工藝:見(jiàn)本文第3節(jié)。4)測(cè)試方法:鍛件試樣及滲碳淬火試樣均采用苦味酸液侵蝕,選擇最差視場(chǎng)評(píng)定晶粒度級(jí)別。為研究18CrNiMo7-6鋼滲碳直接淬火和再加熱淬火兩種模式下的晶粒粗化趨勢(shì),本文設(shè)計(jì)了12組工藝方案。其中滲碳直接淬火模式包括了5組不同滲碳溫度-時(shí)間組合,滲碳再加熱淬火包括7組不同滲碳溫度-時(shí)間組合。滲碳后不出爐,直接降到奧氏體化溫度淬火,其工藝過(guò)程包括滲碳、淬火和低溫回火三個(gè)過(guò)程。5組試驗(yàn)詳細(xì)工藝參數(shù)見(jiàn)表2,組間的滲碳溫度和時(shí)間參數(shù)組合不同,淬火和低溫回火溫度工藝參數(shù)一致,保溫時(shí)間取決于實(shí)物尺寸。
表2 5組18CrNiMo7-6鋼滲碳直接淬火工藝方案
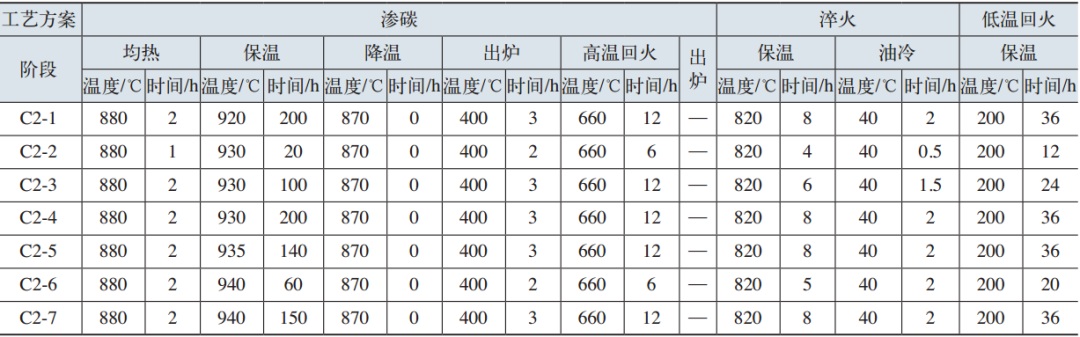
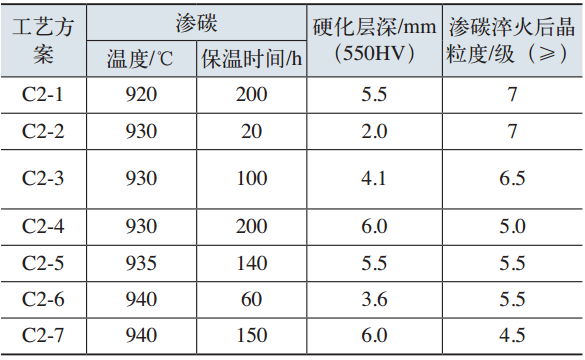
該模式與滲碳直接淬火過(guò)程的差異在于:滲碳后出爐、高溫回火、重新加熱到奧氏體化溫度淬火。7組試驗(yàn)設(shè)計(jì)原則與滲碳直接淬火一致,詳細(xì)工藝參數(shù)見(jiàn)表3。
表3 7組18CrNiMo7-6鋼滲碳再加熱淬火工藝方案
5組18CrNiMo7-6鋼滲碳直接淬火工藝結(jié)果見(jiàn)表4,從中可以看出,工藝方案C1-5(940℃保溫70h),晶粒粗化嚴(yán)重,達(dá)到了2.5級(jí),不可接受,粗晶形貌如圖1所示。有效硬化層深、晶粒度隨工藝方案變化關(guān)系如圖2所示。
表4 5組滲碳直接淬火工藝結(jié)果
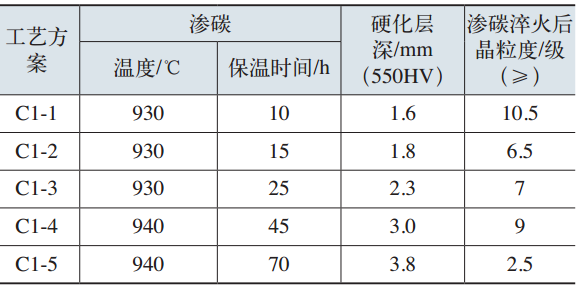
注:1.鍛件來(lái)料晶粒度為6.5~7.5級(jí)。
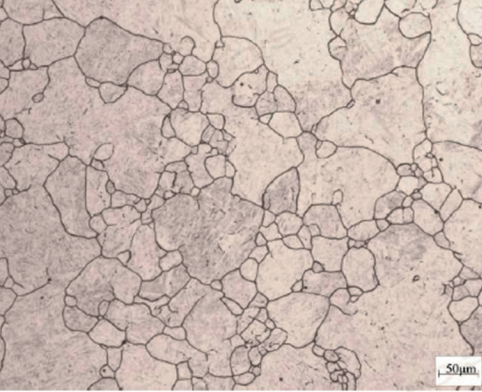
圖1 滲碳直接淬火粗晶(940℃保溫70h,2.5級(jí))
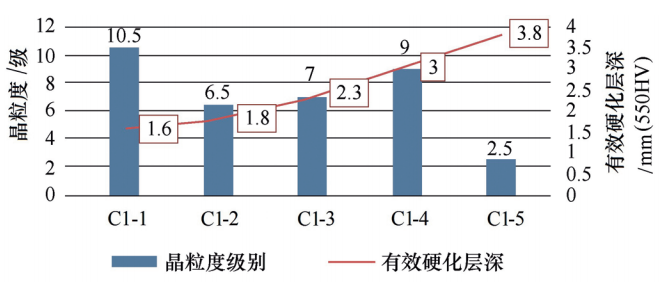
圖2 滲碳直接淬火層深/晶粒度-溫度/時(shí)間曲線
7組18CrNiMo7-6鋼滲碳再加熱淬火工藝結(jié)果見(jiàn)表5,從中可以看出,工藝方案C2-7(940℃保溫150h),晶粒粗化程度達(dá)到了4.5級(jí),處于可接受的邊緣,晶粒形貌如圖3所示。有效硬化層深、晶粒度隨滲碳溫度/時(shí)間變化關(guān)系如圖4所示。
表5 7組滲碳再加熱淬火工藝結(jié)果
注:1.鍛件來(lái)料晶粒度為5.5~6.5級(jí)。
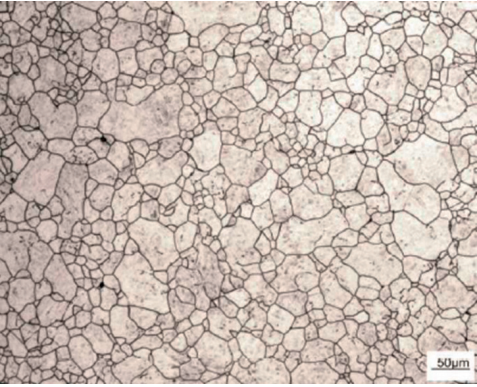
圖3 滲碳再熱淬火晶粒(940℃保溫150h,4.5級(jí))
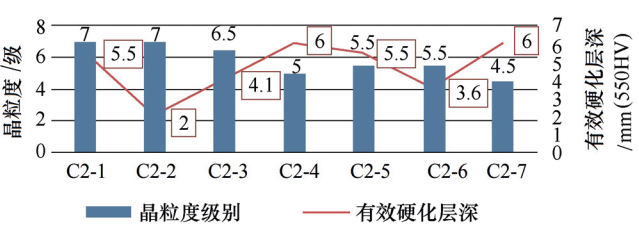
圖4 滲碳再熱淬火層深/晶粒度-溫度/時(shí)間曲線
1)在滲碳直接淬火模式下,930℃保溫不超過(guò)25h、940℃保溫不超過(guò)45h,晶粒度均不低于5級(jí),940℃保溫達(dá)到70h后,晶粒粗化嚴(yán)重,達(dá)到了2.5級(jí)。2)在滲碳再加熱淬火模式下,920℃保溫不超過(guò)200h、930℃保溫不超過(guò)200h、935℃保溫不超過(guò)140h、940℃保溫不超過(guò)60h,晶粒度均不低于5級(jí),940℃保溫達(dá)到150h后,晶粒度粗化至4.5級(jí)。1)930℃滲碳,直接淬火C1-2(保溫15h)晶粒度為6.5級(jí),略低于保溫時(shí)間稍長(zhǎng)的再加熱淬火C2-2(保溫20h)的晶粒度7級(jí)。2)940℃滲碳,再加熱淬火C2-7(保溫150h),時(shí)間是直接淬火C1-5(保溫70h)的2倍多,而C2-7晶粒度為4.5級(jí),盡管處于可接受的邊緣,但明顯好于C1-5的晶粒度2.5級(jí)。這說(shuō)明,從細(xì)化晶粒角度,再加熱模式優(yōu)于直接淬火模式。筆者認(rèn)為:這是由于滲碳后出爐及后續(xù)高溫回火,類似增加了一道正火,具有細(xì)化晶粒的效果。綜合表4、表5、圖2和圖4,無(wú)論是直接淬火模式,還是再加熱模式,滲碳淬火實(shí)際晶粒度變化與原材料晶粒度及滲碳溫度-時(shí)間組合均無(wú)顯著相關(guān)。1)鍛件原材料與后續(xù)滲碳淬火工藝狀態(tài)差異大。以深層滲碳為例,鍛件本體試樣奧氏體化保溫時(shí)間為8h,遠(yuǎn)低于后續(xù)滲碳奧氏體化保溫時(shí)間(≥60h),因此,用現(xiàn)行的通用標(biāo)準(zhǔn)(奧氏體保溫時(shí)間5~8h)定義的原材料晶粒度,來(lái)預(yù)測(cè)深層滲碳(保溫時(shí)間60~200h)淬火后的晶粒度,有明顯的局限性。2)不同滲碳淬火參數(shù)組合下,溫度、時(shí)間以及AlN顆粒等影響因素對(duì)晶粒的交互作用較為復(fù)雜。一方面,奧氏體化溫度的提高和保溫時(shí)間的延長(zhǎng),均會(huì)導(dǎo)致晶粒度呈粗化趨勢(shì)。另一方面,對(duì)Al脫氧鋼,在稍高于滲碳溫度(約950℃)下,形成大量彌散分布的細(xì)顆粒狀A(yù)lN,會(huì)釘扎晶界運(yùn)動(dòng),阻礙晶粒長(zhǎng)大,然而在稍高于淬火溫度(約850℃)下,AlN顆粒會(huì)溶解、偏聚長(zhǎng)大,失去對(duì)晶界的釘扎作用,進(jìn)而失去阻礙晶粒長(zhǎng)大的作用。目前,在國(guó)內(nèi)外材料和熱處理領(lǐng)域,從冶煉、鍛造到熱處理全流程,尚未建立基于彌散分布的顆粒狀A(yù)lN的穩(wěn)定工藝模型。這些工作,超過(guò)了本文的研究范疇,不做詳細(xì)討論。綜上所述,18CrNiMo7-6鋼滲碳淬火奧氏體晶粒度粗化趨勢(shì)概述如下:1)在滲碳直接淬火模式下,940℃保溫達(dá)到70h后,晶粒粗化至2.5級(jí)。2)在滲碳再加熱淬火模式下,940℃保溫達(dá)到150h后,晶粒粗化至4.5級(jí)。3)從細(xì)化晶粒角度,再加熱模式優(yōu)于直接淬火模式。4)用現(xiàn)行的通用標(biāo)準(zhǔn)定義的原材料晶粒度,來(lái)預(yù)測(cè)深層滲碳淬火后的晶粒度,有明顯的局限性。
作者:朱百智,李小末,張偉
單位:南京高精傳動(dòng)設(shè)備制造集團(tuán)有限公司
來(lái)源:《金屬加工(熱加工)》雜志2023年第5期
(本平臺(tái)"常州精密鋼管博客網(wǎng)"的部分圖文來(lái)自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請(qǐng)諒解,敬請(qǐng)聯(lián)系主編微信號(hào):steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)

掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")