
我公司生產(chǎn)的鼓形齒聯(lián)軸器產(chǎn)品為鋼鐵企業(yè)各軋制生產(chǎn)線上必備的傳動部件,用在電機和減速機之間或減速機與設備之間,本次研究對象為減速機與軋輥之間的主傳動接軸,該接軸傳遞轉(zhuǎn)矩大,靠內(nèi)齒套與外齒套齒部配合傳遞扭矩。選用17CrNiMo6低碳合金鋼制造,采用滲碳淬火工藝,使齒面具有高的耐磨性,心部具有良好的韌性,保證產(chǎn)品在線使用壽命至少15個月。
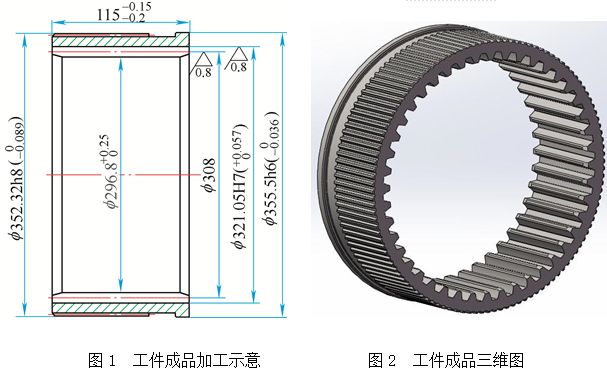
由圖1和圖2可以看出,整個內(nèi)齒套包括內(nèi)齒及外花鍵厚度在內(nèi)28mm左右,屬于典型的薄壁工件。因此,滲碳淬火變形控制為該內(nèi)齒套制造的難點。本文通過對內(nèi)齒套采用滲碳+感應淬火及滲碳+等溫淬火兩種工藝進行研究,解決了該內(nèi)齒套淬火變形的問題。
1.內(nèi)齒套技術(shù)要求及熱處理工藝
內(nèi)齒套的內(nèi)孔為模數(shù)7、44,要求內(nèi)齒套通過滲碳淬火齒面有效硬化層深度≥2.5mm,齒面硬度58~62HRC。外圓分布116個模數(shù)為3的花鍵,要求外花鍵表面硬度不能超過35HRC。
由圖示1上的標注的具體尺寸可以看出,齒側(cè)及齒根與外齒配合面,光潔度要求0.8μm,齒頂為非接觸面,光潔度無要求,只需滿足公差要求,故齒側(cè)及齒根滲碳淬火后需要磨齒機進行磨削達到圖紙要求的光潔度,齒頂在滲碳淬火數(shù)控車至圖樣要求的尺寸,滲碳淬火后不需要加工。滲碳淬火前內(nèi)齒側(cè)及齒根單邊留有0.4mm余量,若齒側(cè)及齒根余量加大,表面滲碳淬火層中硬度和近表面良好金相組織將會被加工掉,并且會造成磨齒機的效率降低,成本增加。若滲碳淬火整個熱處理變形超過0.4mm,即后序磨齒無法加工。
本文以齒頂?shù)某叽鐪y量數(shù)據(jù)為基準,對滲碳前及滲碳后、淬火后進行尺寸跟蹤測量,根據(jù)齒頂?shù)某叽缗卸B碳淬火后整個齒圈的變形量是否符合后序磨齒的要求。
2.采用滲碳+感應淬火工藝
工藝流程如下:鍛(正火)→粗車→去應力回火→半精車→插內(nèi)齒→滲碳→感應淬火→精車外圓→端面→磨內(nèi)齒(齒側(cè)、齒根) →插外花鍵→成品。
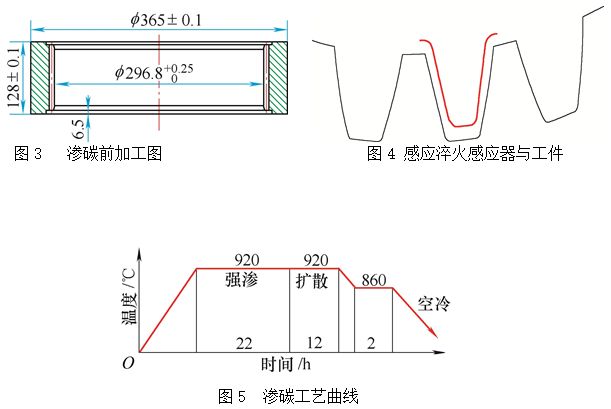
滲碳前加工圖如圖3所示,與成品圖對比,外圓余量5mm,滲碳為整體滲碳,工藝曲線見圖5。滲碳后對齒部進行單齒淬火,采用中頻設備功率280kW,為了保證齒部兩側(cè)及齒底硬度,感應器做成齒槽型如圖4所示,對44個內(nèi)齒依次進行中頻感應淬火。
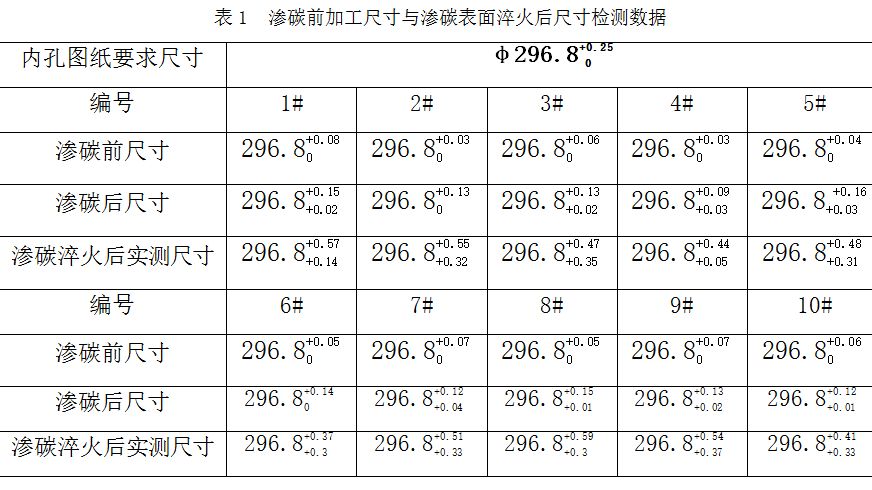
感應淬火后硬度檢測結(jié)果符合圖紙的技術(shù)要求。對內(nèi)齒齒頂尺寸φ296.8H7采用內(nèi)徑千分尺進尺寸檢測,數(shù)據(jù)如表1所示:由尺寸檢測結(jié)果可以看出,10件工件內(nèi)孔整體均呈現(xiàn)向外脹的趨勢,脹大量在0.4~0.6mm,齒側(cè)后序無法進行磨齒滿足最終成品的尺寸要求,零件全部報廢。此內(nèi)齒套滲碳后齒面為高碳合金成分,采用中頻單齒淬火,組織轉(zhuǎn)變時產(chǎn)生的組織應力及熱應力導致工件外脹變形,另外工件心部及其他部位未進行淬火,強度低,內(nèi)應力超過基體的屈服強度引起工件外脹變形超差而報廢。
3.滲碳+等溫淬火
工藝流程中除感應淬火改為等溫淬火外,其余工序相同。滲碳工藝按照原來的工藝執(zhí)行,滲碳前在內(nèi)齒以外的部位刷防滲碳涂料,防止?jié)B碳淬火后外圓及端面加工困難。淬火使用多用爐加熱,氮氣保護,工件單層直接擺放淬火吊架,不能擠壓及疊加裝爐。淬火冷卻根據(jù)等溫淬火的原理,冷卻介質(zhì)為好富頓MT355等溫淬火油,此淬火油在Ms點附件具有緩慢的冷卻速度,可以有效的緩解組織應力及熱應力引起的變形。
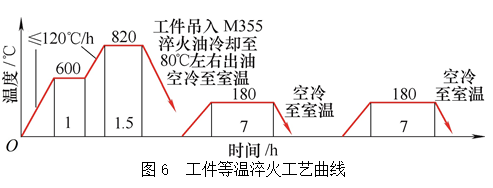
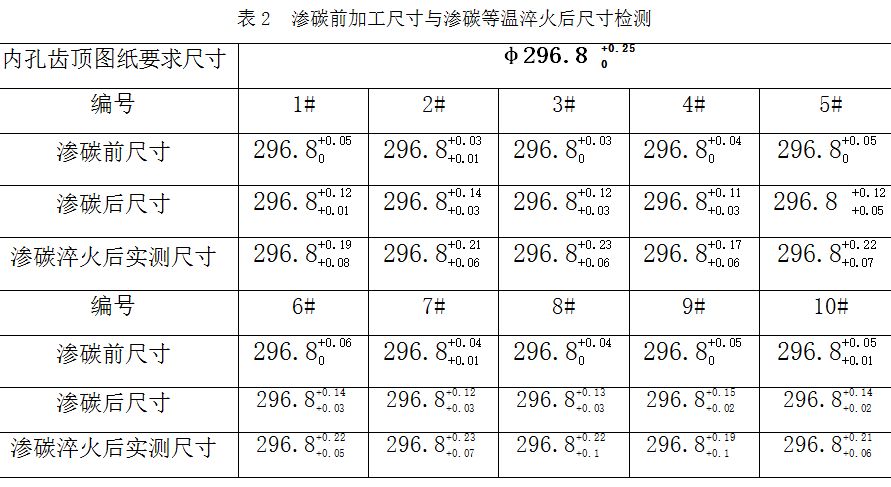
對比滲碳前工件的加工尺寸與滲碳等溫淬火后工件的尺寸,可以看出,等溫淬火內(nèi)齒齒頂小徑尺寸變形控制在0.25mm以內(nèi),滿足齒頂公差尺寸及齒側(cè)、齒根所留的磨量0.4mm;齒部以外部位滲碳時刷了防滲碳涂料,淬火后硬度檢測結(jié)果在31~34HRC,符合要求的35HRC以內(nèi),不影響后續(xù)外花鍵的加工。
4.結(jié)語
薄壁件滲碳淬火,工藝采用感應淬火滿足齒部的硬度要求,但由于組織轉(zhuǎn)變時產(chǎn)生的組織應力及熱應力導致工件外脹變形無法控制;通過改進淬火工藝,滲碳后采用等溫淬火,齒部變形量符合磨量的要求,沒有廢品產(chǎn)生,具有一定的經(jīng)濟效益。
作者:張殿龍,楊曉紅
單位:泰爾重工股份有限公司
來源:《金屬加工(熱加工)》雜志

| |
|
? 請關注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.998abcd.com/Steel-Knowledge/CuiHuoBianXing.html
|