
氣體氮化與離子氮化,對性能的影響?哪種更好?

答:氣體氮化可以獲得較深滲層及高硬度的氮化物。并且適用各種形狀的氮化零件;特別重載荷零部件,離子氮化針對輕載荷高轉速零部件。
氣體氮化白亮層斷續好還是連續好?對性能有何影響?
答:當機械零件表面具有完整而致密的、連續的氮化白亮層覆蓋時,具有較強的抗大氣和水腐蝕性能,以及具有較低的摩擦系數和較高的抗固著磨損特性,可以形成均勻的硬度和耐磨性能,并且增強了零部件的疲勞強度;斷續的性能則要差。
常規氣體氮化用于調質狀態中低碳合金鋼,現在許多用于高碳鋼。比如軸承鋼、高碳合金鋼與中低碳合金鋼有何不同?
答:高碳鋼中的碳化物阻礙了氮化物的形成,碳化物和氮化物之間連接界面增多,從而影響了氮化效果。但對軸承鋼而言,經氮化加淬火回火后形成含氮馬氏體,具有高硬度、高耐磨性、高抗疲勞性能。
氣體氮化與離子氮化對白亮層影響哪一種更好?如何控制?
答:氣體氮化和離子氮化擁有各自的優勢,不好說那種工藝更好,只能說應用于具體場合時更適合。
氣體氮化的優勢主要在于裝爐方式簡單,對于零件尺寸形狀要求小,可實現整體滲氮,容易實現白亮層滲氮,更容易實現大小件混裝等優勢。
離子氮化的優勢主要有淺層滲速快、環保、無污染、變形小、節能。滲氮組織容易控制,可實現局部滲氮,氣體消耗是氣體滲氮的5%,不使用氨氣,更容易實現不銹鋼的滲氮等優勢。
白亮層的控制有兩方面:
白亮層厚度,厚度取決于零件的服役條件,也受鋼牌號和相結構的限制,最常見的要求是525μm范圍內選擇。
白亮層的相結構與脆性直接關聯,獲得性能較好的白亮層應當以單相ε或單相γ組織為上等,而不是現在大都是那種εγ雙相組織。
氮化技術的核心在于控制白亮層厚度和相結構,控制氮化工藝技術的基本概念為(1)臨界氮勢(2)氮勢門檻值。
氮化白亮層的控制核心為:白亮層厚度、相結構及表面狀態。
氮化處理白亮層與脈狀組織,哪一種更重要?如何獲得?白亮層與脈狀組織對機械性能有何影響?
答:脈狀組織是在氮化過程中擴散而形成的組織結構。根據技術標準規定:脈狀組織1~3級為合格組織,如果出現半網絡及網絡狀均為不合格。同時,白亮層組織脆性的評定,技術標準也有明確的規定。生產中應盡量避免出現白亮層與脈狀組織的出現。因為它們會導致氮化層脆性增加,耐磨性和疲勞強度下降,以及表面剝落缺陷、凹坑等。
滲碳件如軸件,一般滲碳淬火變長,但有時變短,為什么?
答:淬火冷卻的不同時性造成的變短。一方面,由于零件從高溫A狀態快速冷卻為淬火M,冷卻時內外存在溫差,即外表先冷體積收縮,內部溫度高、塑性好、一起收縮;另一方面,A密度高、M密度低。也就是說,零件在轉變為M時,體積會膨脹。兩者共同作用的結果,就使零件變短。
滲碳處理一般滲碳層有明顯碳化物和無明顯碳化物,對機械性能影響更好?為什么?
答、按照一般的滲碳濃度要求含碳量必須≧1.00。因此,明顯的游離狀碳化物存在是必然的、合理的。2、出現明顯的少量碳化物呈顆粒及小塊狀均勻分體在組織結構中可以顯著提高滲碳零件表面硬度和耐磨性。
淬火能夠提高硬度。以軸承鋼為例說明,淬火硬度提高,為什么?硬度提高原理?如何提高硬度時提高耐磨性?
答:正常的淬火工藝可以獲得極細小針狀馬氏體及隱針狀馬氏體加彌散分布的均勻顆粒狀碳化物,這是一個具有高硬度、高耐磨性的組織結構,一般情況下、防止脫碳及氧化,可以提高硬度及耐磨性。
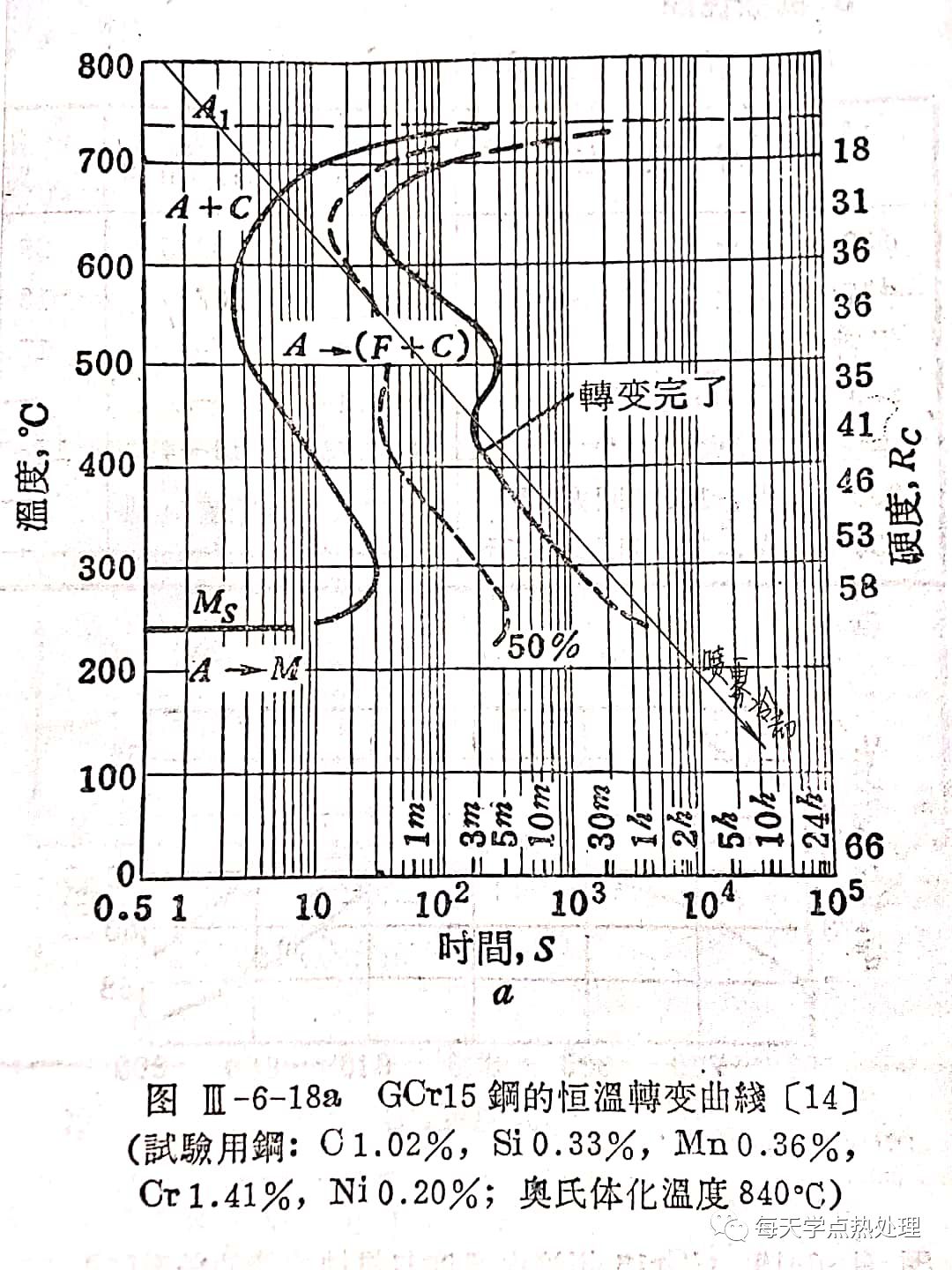
以軸承鋼為例,如何實際控溫、控冷而獲得均勻細片珠光體?在軸承鋼C曲線上表注一下。
答:選擇合適的加熱溫度和恰當的正火冷卻速度可獲得均勻細片狀珠光體,也可以作等溫正火。附C曲線圖如下:
以軸承鋼為例,如何獲得更好疲勞壽命?
以軸承鋼為例,如何獲得更好疲勞壽命?
