
T10A冷沖模具鋼超細化晶粒研究
針對T10A鋼制作的簡單冷沖模具,經常規熱處理后,在生產過程中凹模常會出現韌性差,發生早期斷裂失效現象。本文對常規熱處理工藝進行了分析,提出了凹模碳化物超細化處理工藝,達到了預防凹模出現早期斷裂和提高壽命的目的。
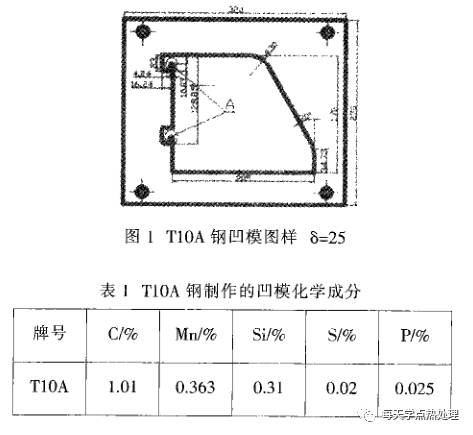
冷 作模 具是 實 現 少 無 切削 加 工 的 重要 生 產 工具,模具 壽 命 的 高低 是 衡量模 具 質量 的 重 要指 標之一,它不僅 影響 產 品 質 量,而 且 還影 響 生產 率 和 成本。本 文 提出 生 產 板插 式 組合 書 架 的凹模具,如 圖所示。采 用 T10A 鋼制 造,采用常規 熱 處 理后,測 得表面 平均硬 度 為 60.2HRC達 到 硬 度 要求。但 在 生 產過程 中 出 現 多 次沖 擊 下 早期發生疲勞斷裂,見 圖1A部位,使模具壽命大縮短! 壽命5000-6000次。針 對這 種情況,對T10A. 鋼制作的模具進行了 碳化物超細化處理工藝 的 實 踐,起到 了 提高 壽 命 的 效 果。
理化檢測結果分析
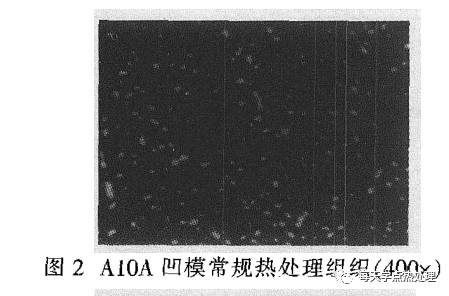
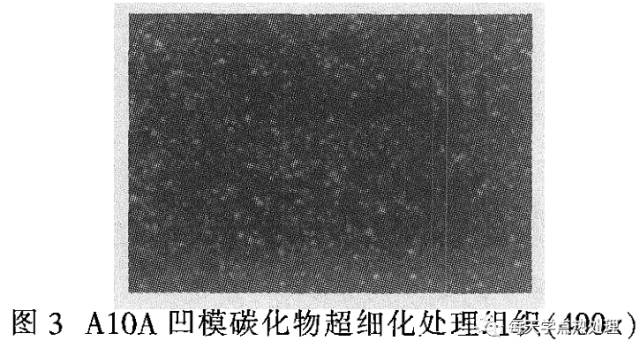
對 失 效 的 凹 模 進 行 用 直 讀光譜儀對 裂紋處的化學成 分 進 行分 析,結果見表1。從 表中看 出,其化 學 成分符 合GB1298 ( 《碳 素 工 具 鋼技 術 條 件 》 中T10A 的 化 學 成 分 要 求,組 織 如 圖 所 示.
裂 紋 原 因 分 析
對 凹 模 進 行金 相 組 織 檢驗,其組 織 為 回 火 M十 殘留A+ ε 碳化 物,碳化物大小不均勻、晶 粒粗 大 ! 相 對而言)、 有棱 角、 不圓 整,造成 韌 度 降低,脆 性 增大,在循環應力的作用下,加速了疲勞裂紋的 萌 生,使 凹 模受到 多 次 沖 擊 時,過 早發 生疲勞斷裂。
改 進 措 施
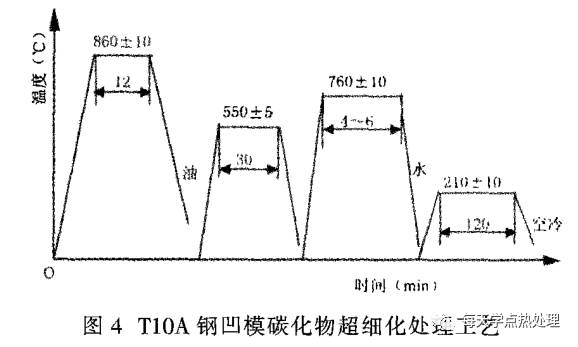
結論
沖壓加工對模具壽命提出了越來越高的要求,要提高模具壽命,首先應分析模具的失效形式。然后針對失效形式確定提高模具壽命的措施。實踐證明。合理設計模具的結構及其形狀,正確選擇模具材料。制定恰當的模具制造工藝外,采用新的熱處理工藝及其表面強化處理后,使模具在正常工作條件下,均能提高沖模壽命,隨著新工藝新技術的不斷出現。沖模壽命將會不斷提高。
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)