
作為東風(fēng)汽車有限公司旗下一家專業(yè)生產(chǎn)刃量具的廠家,拉刀鹽浴熱處理一直是我廠比較傳統(tǒng)的熱處理,但多年來有各種方面的原因制約我廠拉刀鹽浴熱處理的生產(chǎn),如我廠的拉刀鹽浴爐屬于插入式電極鹽浴爐,拉刀爐爐膛加熱電極的制造費(fèi)用很高;拉刀高溫鹽浴爐爐膛型磚不耐用,新砌爐膛使用壽命不高,由于拉刀鹽浴處理線總功率達(dá)近450kW,耗電量大,我廠生產(chǎn)調(diào)度采取集中處理方式,按照拉刀爐1.5~2月開爐一次的開爐頻次計(jì)算,拉刀爐的平均使用壽命僅為9次,還不到一年。
我廠曾經(jīng)在處理一根φ190mm的特大拉刀時(shí),熱處理過程中出現(xiàn)了局部嚴(yán)重?zé)齻麑?dǎo)致拉刀報(bào)廢,僅材料費(fèi)損失就達(dá)3.3萬余元,若包括前期加工費(fèi)用,該質(zhì)量事故造成損失多達(dá)4萬元。特大拉刀的局部燒傷部位如圖1所示。
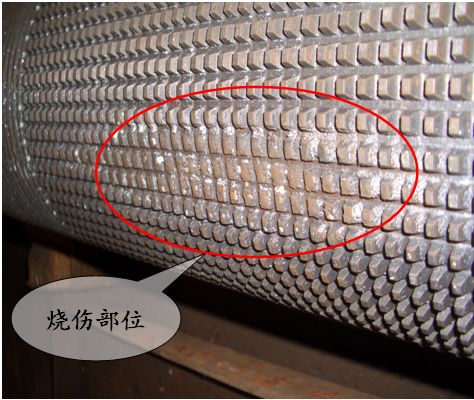
圖 1
出現(xiàn)該質(zhì)量事故的直接原因是爐膛主電極抗彎強(qiáng)度差,易變形。在使用過程中電極腹部逐步彎曲致使?fàn)t膛內(nèi)加熱空間變得狹小,電極離拉刀刃齒實(shí)體部位太近,引發(fā)“串電”現(xiàn)象,從而使大拉刀局部燒傷導(dǎo)致廢品。
1.技術(shù)攻關(guān)
針對以上現(xiàn)象,我廠技術(shù)部門對此進(jìn)行了技術(shù)攻關(guān)。
(1)爐膛型磚由于考慮到砌爐工人的勞動強(qiáng)度大的因素,原來結(jié)構(gòu)采用的是組合式結(jié)構(gòu),強(qiáng)度較差,有以下弊病:縫隙較多,易滲鹽;拉刀爐實(shí)際使用中熱脹冷縮時(shí),型磚容易從組合相接處開裂。原組合好的型磚如圖2所示。

(a)單個(gè)組合式型磚 (b)砌筑好的爐膛結(jié)構(gòu)
圖 2
原型磚材料為硅酸鹽混凝土質(zhì)耐火材料,是熱處理爐中使用最多的材料,主要原料為耐火粘土和高嶺土,雖膨脹系數(shù)、熱導(dǎo)率、比熱容等指標(biāo)小于其他耐火材料,但荷重軟化點(diǎn)比較低,耐用性較差。
(2)主電極使用低碳結(jié)構(gòu)鋼是20鋼,截面為長方形,電極毛坯在刨床上需要刨削四個(gè)面,鍛打材料費(fèi)價(jià)格高,鍛打電極余量大,電極加工時(shí)間長,費(fèi)用高。鍛打毛坯余量大(單邊大于10mm),毛坯重,鍛打材料費(fèi)比較貴。成品電極截面尺寸100 mm×120 mm長2100 mm的單根電極毛坯重量為124mm×144mm×2140mm×7.8×10-6 kg/mm3=298kg,三根電極組成一套拉刀爐電極,則一套電極毛坯材料費(fèi)用為298kg/根×3根×7.8元/kg=6973元。電極的加工費(fèi)用按廠內(nèi)價(jià)格計(jì)算也比較高,一套電極的加工費(fèi)用為50元/h×22h/根×3根=3300元。綜上所述,原拉刀高溫爐加熱電極制造費(fèi)用達(dá)到6973+3300=10273元。
(3)原電極的長方形截面抗變形強(qiáng)度低,主電極在熱處理的過程中易變形,圖3所示為組合后的型磚結(jié)構(gòu),圖3剖線部分為電極截面形狀。
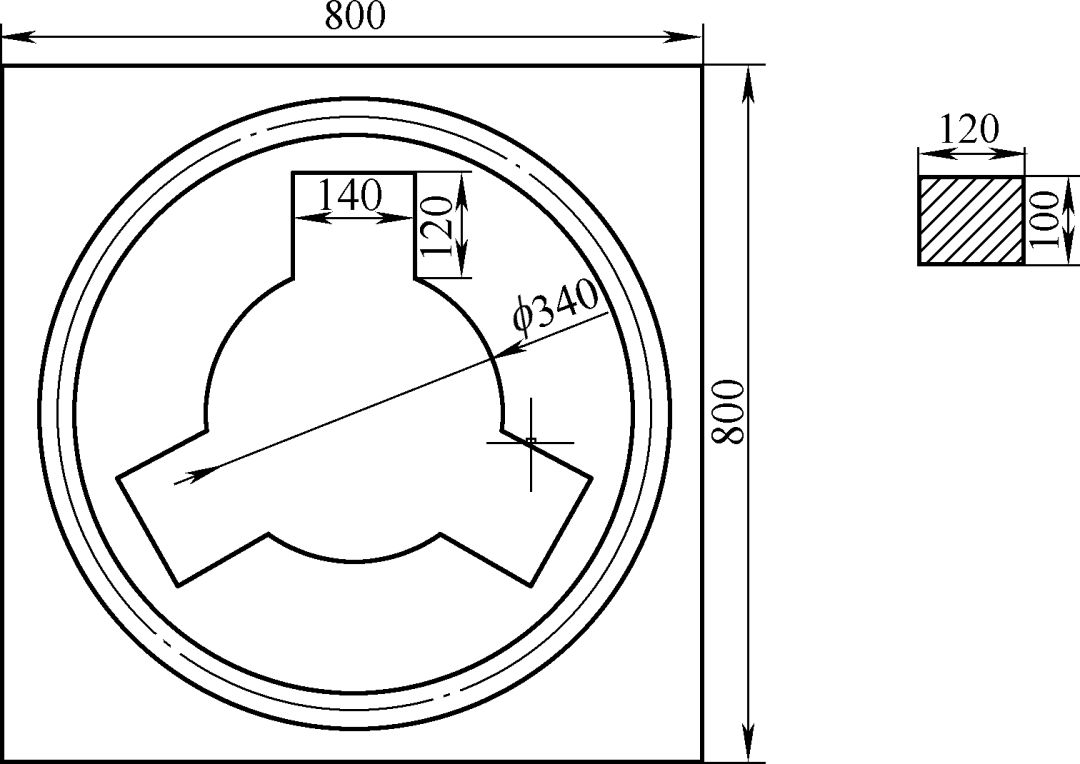
圖 3
2.改制方案
考慮到拉刀高溫鹽浴爐的爐膛容積以及功率負(fù)載基本不變,為了有效提高彎曲強(qiáng)度,選擇合理的電極截面形狀是一項(xiàng)可行措施,在電極截面面積基本不變的前提下經(jīng)過反復(fù)比較,我們考慮了以下三種改制方案。
方案一:圖4所示為型磚結(jié)構(gòu),剖線部分為電極截面形狀。
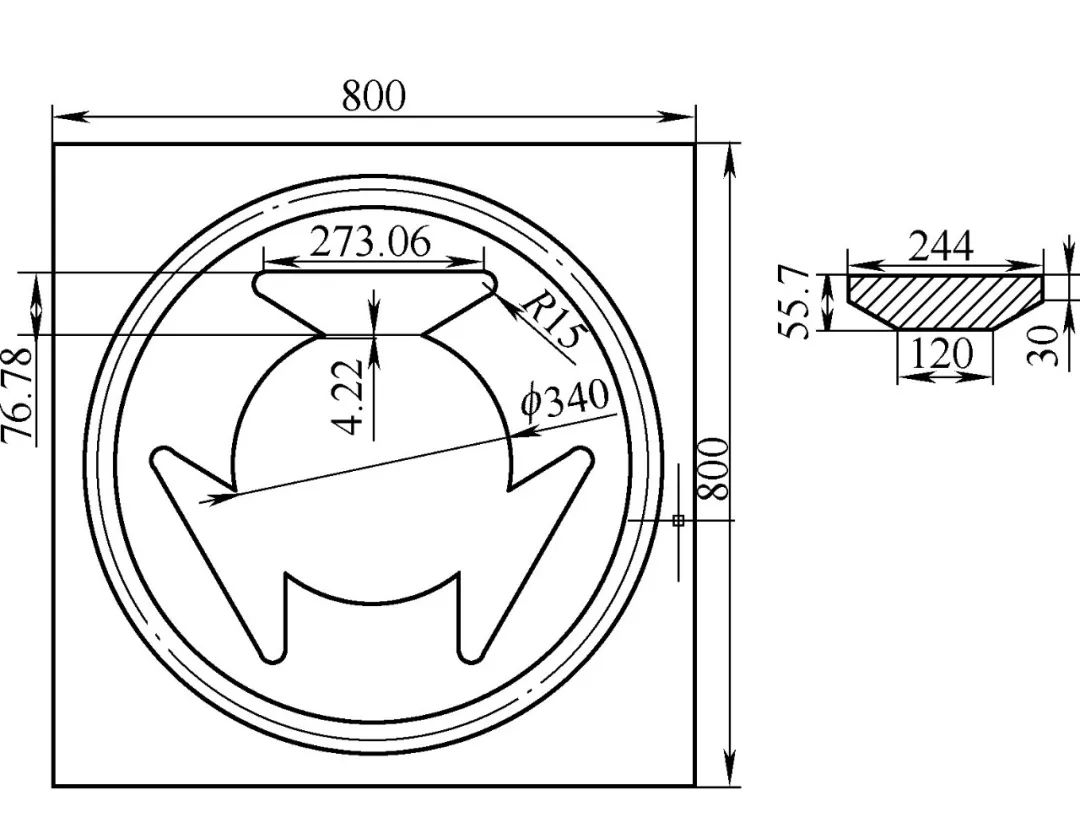
圖 4
思路分析為:借助型磚的阻礙作用阻止電極變形,但由于缺少耐火材料的抗拉強(qiáng)度數(shù)據(jù)及剪切強(qiáng)度數(shù)據(jù),型磚能否抵抗得住電極的變形存在有風(fēng)險(xiǎn)性。
方案二:圖5所示為型磚結(jié)構(gòu),剖線部分為電極截面形狀。
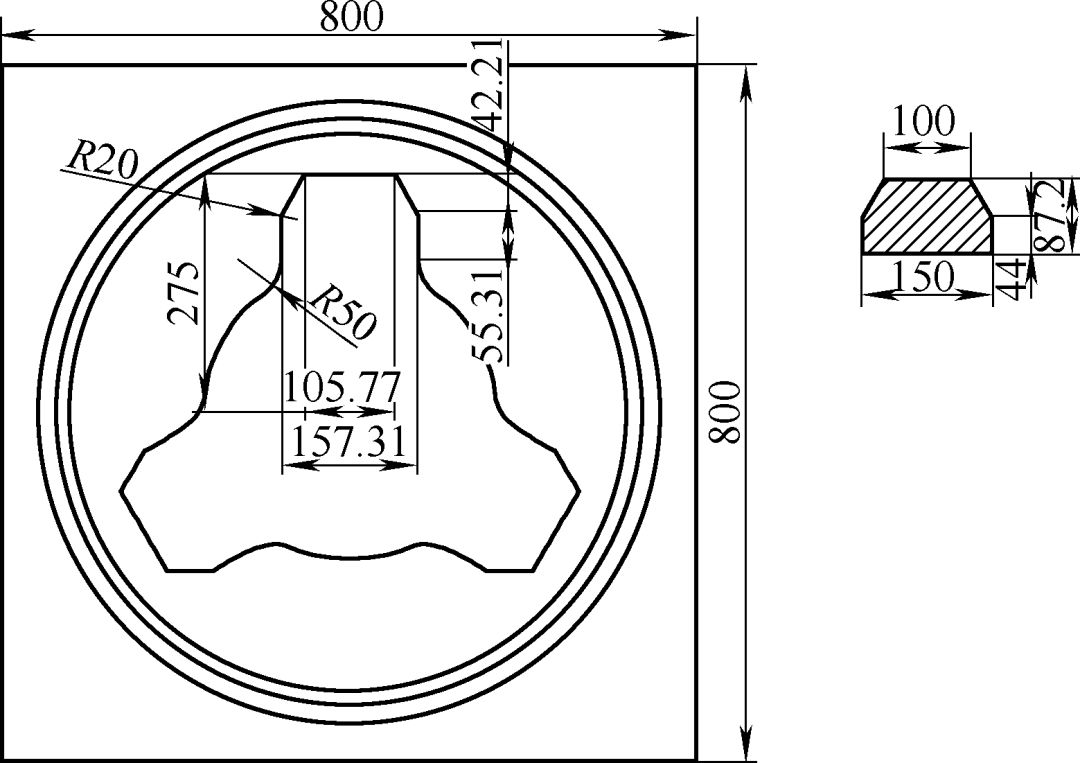
圖 5
思路分析為:①電極毛坯首先采用鍛打,而后刨削,成型費(fèi)用為鍛造廠鍛打費(fèi)用加上本廠機(jī)加工費(fèi)用,成型費(fèi)用比較高。
②電極面向爐膛心部的面由120mm加大到150mm,開爐升溫過程中升溫相對而言會比較慢,預(yù)計(jì)可以減少變形傾向;同時(shí)電極背向爐膛的部分類似起到加強(qiáng)筋的作用,可以阻止電極變形。
③電極變形過程中背向爐膛的三個(gè)面來阻止電極變形,總的阻止作用預(yù)計(jì)要強(qiáng)于原始矩形截面電極。
方案三:圖6所示為型磚結(jié)構(gòu),剖線部分為電極截面形狀。
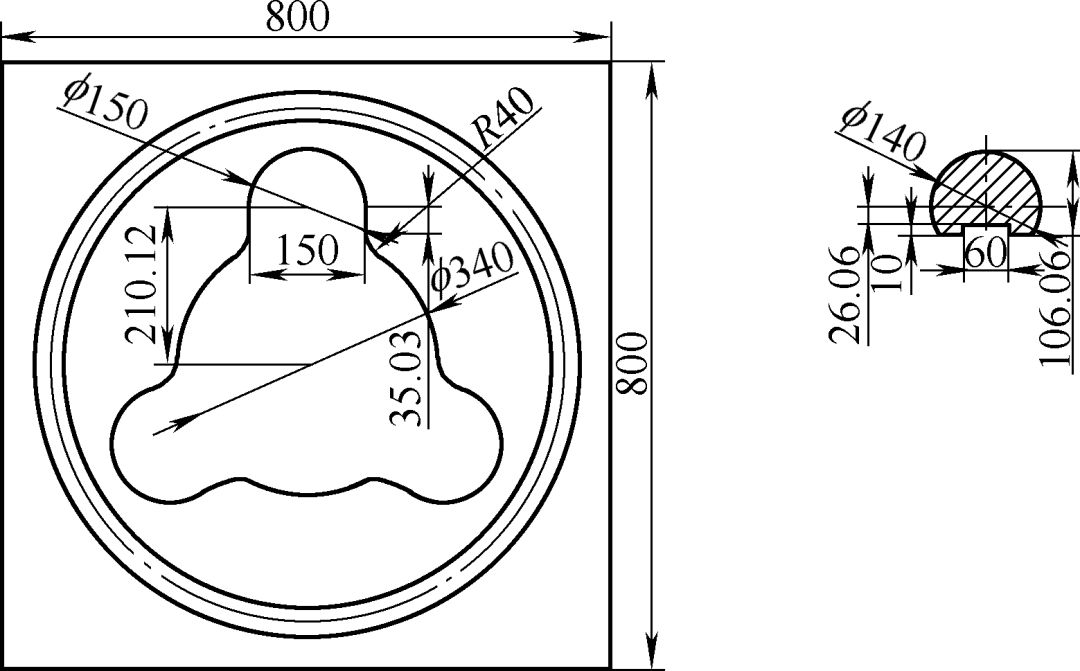
圖 6
思路分析為:①電極可以直接提φ140mm的棒料,加工平面及銑槽,省略掉鍛打費(fèi)用,電極的成型費(fèi)用僅僅為機(jī)械加工費(fèi)用。
②電極面向爐膛心部的面上銑出槽,當(dāng)電極產(chǎn)生變形,腹部向外鼓出時(shí),避開拉刀圓周刃齒頂點(diǎn),實(shí)際上可讓出單邊約10mm。
③電極變形時(shí)由整個(gè)圓周的力作用阻止電極變形,而原始矩形截面電極變形時(shí)僅僅有背向爐膛的一個(gè)面來阻止變形。
3.對策
針對以上各種因素的設(shè)想,我廠采取以下對策:
(1)車間配置吊重設(shè)備,爐膛型磚改組合式結(jié)構(gòu)為整體式結(jié)構(gòu),提高拉刀爐強(qiáng)度,這樣做的好處是爐體接縫減少;使用過程中熱脹冷縮時(shí),爐磚強(qiáng)度高,不易從接縫處開裂。
(2)考慮到:①高鋁質(zhì)耐火材料的Al2O3%與硅酸鹽混凝土質(zhì)耐火材料相比有較大提升,具有耐火度高、高溫結(jié)構(gòu)強(qiáng)度較好和化學(xué)穩(wěn)定性好等優(yōu)點(diǎn)。
②常溫下硅酸鹽混凝土質(zhì)耐火材料雖為絕緣體,但在1200℃以上就接近為導(dǎo)電體,其中的SiO2和Fe2O3有與電熱元件起化學(xué)反應(yīng)而生成熔渣腐蝕元件的傾向,而高鋁質(zhì)耐火材料在高溫下的絕緣性能好,不易與電熱元件起化學(xué)反應(yīng),抗還原作用強(qiáng)。雖價(jià)格上與硅酸鹽混凝土質(zhì)耐火材料相比有一定的上漲,但從長遠(yuǎn)而言爐膛型磚原材料由硅酸鹽混凝土質(zhì)耐火材料更改為高鋁質(zhì)耐火材料,從開爐頻次上和使用壽命上比較其制造成本也是在降低的。
對原截面抗彎截面模量以及三種改制思路的新截面抗彎截面模量進(jìn)行大致估算如下:
原矩形截面抗彎截面模量為:
方案一截面抗彎截面模量為:

方案二截面抗彎截面模量為:

方案三截面抗彎截面模量為:

經(jīng)過以上各截面抗彎截面模量的估算比較來看,實(shí)際理論計(jì)算效果和前期設(shè)想方案的效果有一定程度的偏差,并可以發(fā)現(xiàn)采用方案三“大半圓形”截面的抗彎截面模量最大,可以更加有效的抵抗電極在使用過程中的變形。
采用市場上購買的棒料直接加工,單根電極毛坯重量70mm×70mm×3.14×2100mm×7.8×10-6kg/mm3=252kg,一套電極毛坯材料費(fèi)用為252kg/根×3根×5元/kg=3780元;由于電極只需刨削一個(gè)平面,加工費(fèi)用大大降低, 一套電極的加工費(fèi)用為50元/h×8h/根×3根=1200元。則一套電極總的制造成本為3780+1200=4980元。制造成本降低了10273-4980=5293元。
將電極的長方形截面更改為“大半圓型”截面,有效增大截面的抗彎截面模量,從而提高抗變形強(qiáng)度。改進(jìn)后的整體式爐膛型磚及特大拉刀的熱處理實(shí)況如圖7、圖8和圖9所示。

圖7 單個(gè)整體式型磚

圖8 砌筑好的爐膛結(jié)構(gòu)

圖9 特大拉刀熱處理實(shí)況
改善后,拉刀高溫鹽浴爐的加熱電極在使用過程中變形相對較小,確保了高溫加熱爐膛的有效加熱空間。改善后,大規(guī)格拉刀在熱處理過程中沒有再出現(xiàn)過因?yàn)椤按姛齻倍l(fā)生廢品。新砌筑的爐膛使用次數(shù)由原來的9次提高至11次。
在該項(xiàng)技術(shù)攻關(guān)中的有形效益為:
拉刀爐制造成本降低(按原一臺拉刀高溫鹽浴爐的制造成本為7.8萬元計(jì)算)7.8萬/9×(11-9)=17300元;
拉刀爐加熱電極的制造成本降低為10273 -4980 =5293元。
合計(jì)平均每年效益提升為:17300+5293=22593元。
在該項(xiàng)技術(shù)攻關(guān)中的無形效益為:避免了大規(guī)格拉刀在熱處理過程中因“串電燒傷”而產(chǎn)生廢品;確保了大規(guī)格拉刀的生產(chǎn)周期和交貨期;由于拉刀中溫預(yù)熱鹽浴爐和分級鹽浴爐的結(jié)構(gòu)與高溫鹽浴爐的爐膛結(jié)構(gòu)和電極結(jié)構(gòu)相類似,該技術(shù)攻關(guān)也為拉刀熱處理鹽浴線的其他爐型改造做了技術(shù)鋪墊。
作者:楊鍇
單位:東風(fēng)汽車有限公司刃量具廠
來源:《金屬加工(熱加工)》雜志
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.998abcd.com/Steel-Knowledge/ldgwyylltxzjggzjzdjgz.html
|