冷軋各工序質(zhì)量缺陷匯總冷軋帶鋼的生產(chǎn)工序流程主要包括:熱軋來料、推拉式鹽酸酸洗、單機(jī)可逆冷軋、電解脫脂清洗、全氫(或氮?dú)洌┩嘶馉t、單機(jī)平整、重卷縱切(或橫切)、拉伸彎曲矯直、包裝儲存和運(yùn)輸?shù)取?/span>今天小編現(xiàn)將冷軋工序中的酸洗工序、軋制工序存在的質(zhì)量缺陷匯總給大家,應(yīng)大家的要求配上了圖片,后續(xù)會繼續(xù)整理匯總其他工序缺陷。在酸洗過程中由于工藝參數(shù)控制不當(dāng),操作不認(rèn)真或操作失誤,將影響酸洗質(zhì)量,產(chǎn)生各種缺陷,歸納起來缺陷的品種有:酸洗氣泡(氫氣病),過酸洗,欠酸洗,銹蝕,夾雜,劃傷,壓痕等,占冷軋產(chǎn)品缺陷的2%左右。
由于酸與裸露的金屬作用,生成氫所造成的,外觀特征是條狀的小鼓泡,破裂后呈黑色細(xì)裂縫,冷軋時(shí)氣泡破裂及延伸擴(kuò)大,降低產(chǎn)品的沖擊韌性。金屬在酸液中停留時(shí)間過長,使金屬表面在酸液作用下變得粗糙麻面的現(xiàn)象。
開卷、焊接時(shí)間過長,穿帶時(shí)間過長,機(jī)械故障停機(jī),調(diào)配酸液濃度時(shí)停機(jī)等,使金屬在酸液中滯留時(shí)間過長所致,一旦出現(xiàn)過酸洗,將嚴(yán)重影響帶材質(zhì)量,也給軋制生產(chǎn)帶來困難:帶鋼酸洗后,表面殘留局部未酸洗掉的氧化鐵皮時(shí)稱為欠酸洗。
帶鋼表面嚴(yán)重氧化,氧化皮厚薄不均,較厚的氧化皮需較長的酸洗時(shí)間。酸液的溫度低,濃度低,運(yùn)行速度快,鐵鹽含量過高等,另外矯直不徹底,波浪大,酸洗時(shí)局部未浸泡在酸液中,也容易產(chǎn)生欠酸洗。一旦出現(xiàn)欠酸洗,在軋制時(shí)使產(chǎn)品表面出現(xiàn)暗色,嚴(yán)重時(shí)氧化皮壓入,形成條狀黑斑。帶鋼酸洗后表面重新出現(xiàn)銹層的現(xiàn)象叫銹蝕。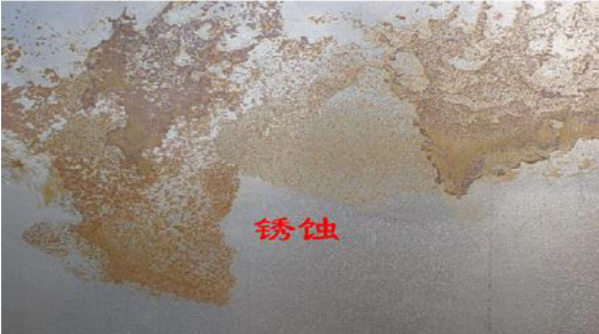
清洗槽水中的酸含量超標(biāo),帶鋼清洗后沒有完全干燥,表面上還殘留有酸和水而使表面重新生銹。另外,酸洗后在清洗槽中停留時(shí)間過長,也將導(dǎo)致銹蝕。嚴(yán)格執(zhí)行酸洗、清洗、烘干操作規(guī)程,及時(shí)進(jìn)行鈍化或涂油處理,并堆放到干燥的地方。
由于設(shè)備問題、操作不認(rèn)真引起,上卷時(shí)夾盤未對正,運(yùn)行時(shí)跑偏易造成窩邊。劃傷是由于設(shè)備與帶鋼接觸處有質(zhì)硬的異物,產(chǎn)生相對運(yùn)動時(shí)造成的。劃傷和壓痕深度超過允許公差一半時(shí),軋制時(shí)也不能消除,影響帶材表面質(zhì)量。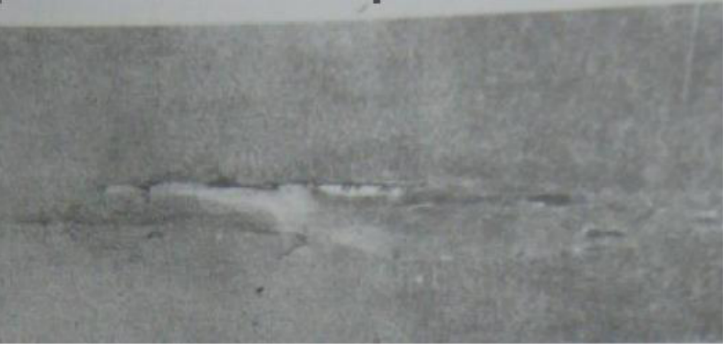
夾雜是酸洗后表面出現(xiàn)星羅棋布的黑點(diǎn)疵病稱為夾雜,它是熱軋時(shí)氧化鐵皮壓入時(shí)形成的,酸洗無法去除,冷軋后,黑點(diǎn)延伸成“黑道”,降低了帶鋼的沖擊韌性。表面污跡是由于酸液表面的臟物粘附到帶鋼表面沒有清洗掉。軋制時(shí)在帶材表面產(chǎn)生條狀黑斑,影響帶鋼的表面質(zhì)量。軋制是板帶材生產(chǎn)的主要工序,板帶材制品的質(zhì)量問題大部分產(chǎn)生在軋制工序,歸納起來有四大類:測厚儀失靈;來料厚度不均波動大;工藝條件失穩(wěn),當(dāng)張力、抗力、溫度、速度等工藝條件變化時(shí)引起輥縫變化。注意檢查測厚儀的靈敏度,做到定期標(biāo)準(zhǔn)化;盡量穩(wěn)定軋制工藝條件,減少波動,當(dāng)工藝條件發(fā)生變化時(shí)進(jìn)行相應(yīng)的調(diào)整。板型問題主要包括各種波浪和側(cè)彎(鐮刀彎)和瓢曲,其實(shí)質(zhì)是縱向延伸變形不均勻所致,凡是造成縱向延伸變形不均勻的因素,都是產(chǎn)生板型問題的原因。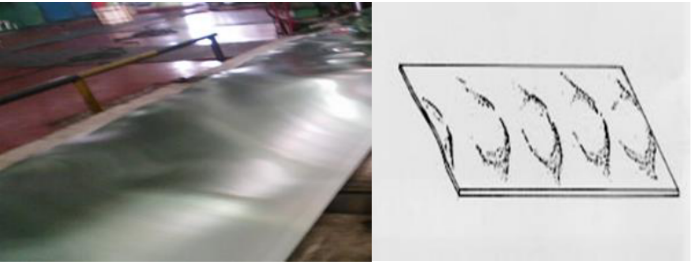
無論是單邊浪、雙邊浪、中間浪、肋浪還是復(fù)合浪,產(chǎn)生波浪的部位都是壓應(yīng)力作用的結(jié)果,都是縱向延伸較大的部位,生產(chǎn)中可以通過工作輥正負(fù)彎輥、中間輥正彎、中間輥橫移、輥縫傾斜、乳液流量、軋制力、張力、速度等來調(diào)節(jié)。軋制時(shí)產(chǎn)生中間波浪的原因可能是:c.道次壓下量小,張力過大。2d.軋制速度高,乳液流量小,冷卻不均。加大壓下量,減小張力,特別是后張力,降低軋制速度,增加中部乳液流量,減小正彎的彎輥力。中間浪在軋件的橫向、縱向同時(shí)增大,板型的凸、凹形近似橢圓形,叫瓢曲,產(chǎn)生原因同中間浪,一般在寬薄板且性能偏硬的軋件中易產(chǎn)生。由于不均勻延伸產(chǎn)生局部折皺叫壓折。壓折時(shí)金屬被局部擠裂。壓折產(chǎn)生的原因與波浪相類似,一旦出現(xiàn)壓折,必然產(chǎn)生勒輥、粘鋼、斷帶事故。軋制時(shí)沿寬向兩邊延伸不一致是造成鐮刀彎和跑偏的本質(zhì)原因,具體原因有兩方面:一方面是坯料問題,坯料兩邊厚薄不一樣。另一方面是兩邊輥縫不一樣。造成兩邊輥縫不一樣的原因有輥型,冷卻潤滑情況,坯料兩邊軟硬度的差異。操作工可以通過“偏擺”進(jìn)行調(diào)正,而在生產(chǎn)中控制?凹型?輥面,“松邊”軋制具有自動糾偏的功能。由于軋機(jī)噴嘴堵塞而形成隆起,即鼓包,或者由于來料有嚴(yán)重的中間浪導(dǎo)致卷曲不良而造成。可以降低卷曲張力來消除,如無法消除,應(yīng)及時(shí)分卷,以免造成整卷鼓包。擦傷與劃傷、起皮、分層、輥印、壓坑、夾灰、壓入、孔洞、裂邊、鋸齒邊、腐蝕、黑斑、乳液斑等。這些缺陷與軋制工藝、軋輥質(zhì)量、冷卻潤滑等有關(guān),具體原因有: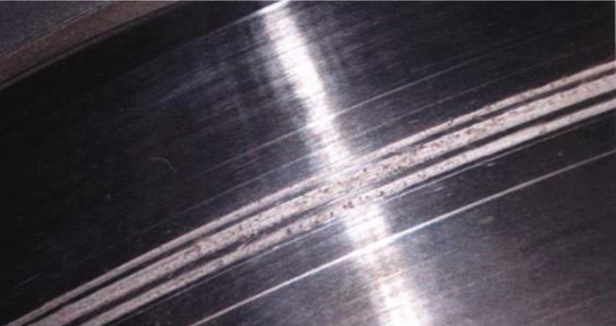
酸洗時(shí)卷取張力小,冷軋開卷時(shí)張力不當(dāng)帶材發(fā)生層間相對運(yùn)動易出現(xiàn)擦傷。劃傷,軋件與設(shè)備產(chǎn)生相對運(yùn)動,輥道或其它部位有尖硬物易產(chǎn)生劃傷。軋輥表面粘有金屬及金屬氧化物,或潤滑不干凈,帶材表面有臟物,軋后脫離帶材表面出現(xiàn)壓坑。軋輥表面硬度低且不均勻,有軟點(diǎn)、麻坑等形成輥印。指金屬或非金屬壓入。主要原因是乳液不干凈,帶材表面粘有雜物,軋制時(shí)壓入帶材表面。3設(shè)備漏油,乳液太臟,有腐蝕性。噴吹不徹底,軋好的帶卷在放置過程中產(chǎn)生花臉狀銹斑和水跡。坯料酸洗不徹底,有漏酸洗和欠酸洗,殘留的氧化物,或酸液中聚集的酸油等雜質(zhì)粘附在帶材表面,在軋制時(shí)沿最大主變形方向延伸成黑道。特點(diǎn)是黑道表面有光澤,長寬比近似于(或大于)帶材的厚度比(H/h)。拉應(yīng)力是造成材料破壞的主要原因,裂邊、鋸齒邊形成的主要原因是邊部拉應(yīng)力作用的結(jié)果。當(dāng)拉應(yīng)力的強(qiáng)度超過了材料的強(qiáng)度極限時(shí)將被拉裂。裂邊、鋸齒邊都是在“緊邊”軋制時(shí)產(chǎn)生,邊部有波浪時(shí)是看不到有裂邊的,因此控制好輥型,調(diào)整好張力是可以避免裂邊與鋸齒邊的。裂邊、鋸齒邊的產(chǎn)生也有內(nèi)在的原因,那就是邊部原來就有裂紋,或邊部由于熱軋時(shí)終軋溫度低,塑性差,在拉應(yīng)力的作用下很易出現(xiàn)裂邊,鋸齒邊。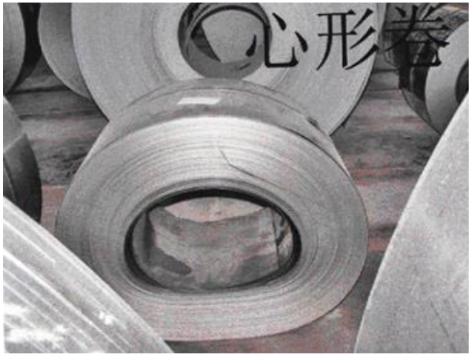
帶卷卸卷后局部凹陷成心形,一般在軋制較薄的帶材時(shí)發(fā)生,是張力等控制不當(dāng)引起的。為防止心形卷產(chǎn)生,軋制薄帶時(shí),帶頭要留得長一些,在卷取時(shí),里層張力要大,厚度達(dá)10mm左右形成一個牢固的內(nèi)圈,相當(dāng)于套筒,以后卷取張力適當(dāng)減少,以避免對內(nèi)卷的擠壓。卸卷后,內(nèi)孔成橢圓狀,主要是卷取時(shí)張力過小所造成的。出現(xiàn)打滑必然損傷帶材和軋輥表面,具體原因是,道次加工率過大,后張力過大,摩擦力小,一般在軋機(jī)升速時(shí)易產(chǎn)生打滑現(xiàn)象。正常軋制時(shí),軋機(jī)升速時(shí)正是軋制的剛開始階段,開卷機(jī)的卷重較大,轉(zhuǎn)動慣量大,升速時(shí)開卷機(jī)的轉(zhuǎn)速滯后于軋輥的轉(zhuǎn)速,瞬時(shí)產(chǎn)生較大的后張力,導(dǎo)致打滑現(xiàn)象的產(chǎn)生。相反,在軋制終了階段,降速軋制時(shí),由于卷取機(jī)速度變化滯后,使卷取線速度大于軋輥線速度,易出現(xiàn)斷帶,因此在升降速軋制時(shí)速度變化不易太快。
相關(guān)文章:
熱軋、冷軋、鍍鋅質(zhì)量缺陷、特征、原因分析匯總!
(本平臺"常州精密鋼管博客網(wǎng)"的部分圖文來自網(wǎng)絡(luò)轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多技術(shù)信息。我們尊重原創(chuàng),版權(quán)歸原作者所有,若未能找到作者和出處望請諒解,敬請聯(lián)系主編微信號:steel_tube,進(jìn)行刪除或付稿費(fèi),多謝!)


掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")