
為改善軸承鋼鍛造后的不均勻組織,獲得良好的機加工性能,并為淬火做好組織準備,以便淬火、回火后獲得最佳的組織及性能,軸承鋼都要進行球化退火處理。一般采用連續(xù)球化退火或等溫球化退火,由于連續(xù)球化退火存在碳化物不均勻、能耗高等缺點,而逐漸被淘汰,等溫球化退火大大縮短了工藝時間,能夠靈活控制各個溫度點,從而獲得穩(wěn)定均勻的球化組織。
本文主要介紹保護氣氛輥底爐的結(jié)構(gòu)特性,及其在軸承鋼等溫球化退火工藝中的控制應(yīng)用,由于設(shè)備具備抽真空系統(tǒng),有效隔離了進出料過程中空氣造成的工件氧化,同時爐內(nèi)通入保護氣氛,并采用氧探頭控制碳勢,有效解決了工件脫碳問題。
1.球化退火的目的及要求
(1)降低硬度,一般要求GCr15:179~207HBW;GCr15SiMn:179~217HBW。
(2)獲得細小均勻的粒狀珠光體組織,退火組織的碳化物呈球狀,按碳化物分布及形態(tài),組織級別一般分為1級欠熱、2~4級合格、5級碳化物不均勻和6級過熱。
(3)脫碳層不大于單邊最小加工留量的2/3。
2.保護氣氛輥底爐結(jié)構(gòu)、性能及工作原理
(1)設(shè)備由三工位上料臺、前真空鎖氣室、加熱保溫區(qū)、中間門、等溫球化區(qū)、降溫區(qū)、后真空鎖氣室、三工位卸料臺組成,設(shè)備全貌見圖1。

圖1 設(shè)備全貌
裝、卸料臺是料筐的進、出轉(zhuǎn)運平臺。
前、后鎖氣室通過抽真空,隔離進出料時的空氣進入,避免對爐內(nèi)氣氛的影響。
加熱區(qū)完成工件由原始片狀珠光體組織轉(zhuǎn)變?yōu)閵W氏體組織,并將碳化物大部分熔解進入奧氏體中,為球化轉(zhuǎn)變做好準備。
中間門將加熱區(qū)與等溫區(qū)隔離開,防止互相干擾。
等溫區(qū)完成工件由奧氏體緩慢轉(zhuǎn)變?yōu)榍驙钪楣怏w組織,等溫區(qū)進料端設(shè)計了風(fēng)冷套降溫系統(tǒng),將工件溫度迅速降低到低于珠光體開始轉(zhuǎn)變溫度,大大縮短了工藝時間。
降溫區(qū)將結(jié)束組織轉(zhuǎn)變的工件迅速降溫至<180℃,防止工件出爐產(chǎn)生微量氧化,降溫通過布置在爐壁兩側(cè)的水冷套和變頻循環(huán)風(fēng)扇完成。
(2)生產(chǎn)線各區(qū)配備溫度及碳勢控制儀表,所有機械動作采用PLC自動控制,過程參數(shù)、料盤信息及生產(chǎn)過程由上位機監(jiān)控記錄完成,永遠保存?zhèn)洳椋可a(chǎn)過程只需配備一名操作者。
輥底爐傳動系統(tǒng)采用變頻控制,能夠?qū)崿F(xiàn)不同產(chǎn)品的工藝周期可調(diào)。
工況面板顯示全部動作過程及料盤位置,操作者管理設(shè)備一目了然,見圖2。

圖2 工況面板圖
(3)此設(shè)備是全套進口技術(shù),原設(shè)計不帶中間門,加熱區(qū)與球化區(qū)是相通的,由于兩個區(qū)的控制溫度差異,加熱、冷卻互相干擾,顯得有些不足。
在長期應(yīng)用過程中,國內(nèi)進行了設(shè)計完善,增加中間門和爐底傳動系統(tǒng)。設(shè)備改進后縮短了爐子的整體長度,從而降低了設(shè)備制造和維護成本,并降低了單位產(chǎn)品能耗。目前兩種爐型在國內(nèi)都有多個用戶使用,我們對某單位同種產(chǎn)品的能耗進行過詳細測量對比,無中間門的爐型單位產(chǎn)品能耗為0.330kWh/kg,增加中間門后能耗降低到0.274kWh/kg,按照每天產(chǎn)量18t,每年生產(chǎn)320天計算,每年節(jié)約電量18*1000*320*(0.330-0.274)=322560度,降耗效益相當可觀。
附表是某用戶采用增加中間門結(jié)構(gòu)輥底爐在連續(xù)生產(chǎn)時的能耗統(tǒng)計數(shù)據(jù)。

總用電量:(電度表結(jié)束值—初始值)*電度表倍率 (75.4-70.4)*300=1500kW·h
每公斤產(chǎn)品能耗:總用電量/產(chǎn)品總重量=1500/5472=0.274kW·h /kg
設(shè)備生產(chǎn)能力:單盤裝料1250kg/盤(毛重),產(chǎn)量750~800kg/h(凈重),進料周期 60~80min可調(diào),根據(jù)產(chǎn)品種類調(diào)整選擇合適的進料周期,料盤按照物流方向運轉(zhuǎn),見圖3。

圖3 設(shè)備各區(qū)整體布局
3.等溫球化退火工藝
首先將工件加熱至高于Ac1溫度并保溫(一般設(shè)定780~810℃),完成奧氏體轉(zhuǎn)變。
在隨后的冷卻過程中,如冷卻速度足夠緩慢或快冷至低于Ar1溫度(一般設(shè)定700~730℃)進行等溫,在等溫過程中完成奧氏體向珠光體的轉(zhuǎn)變,即溶入的碳化物將以粒狀在未溶碳化物上或者新位置上析出,同時奧氏體轉(zhuǎn)變?yōu)殍F素體,基體上分布著粒狀碳化物。粒狀珠光體為球化退火的正常組織。典型等溫球化退火工藝見圖4。
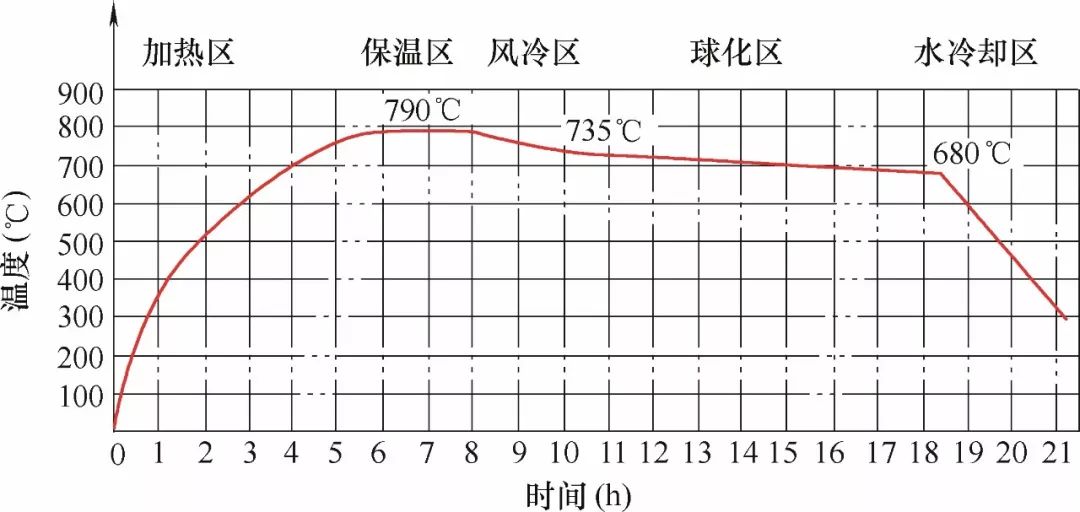
圖4 軸承鋼等溫球化退火工藝曲線
4.保護氣氛及碳勢自動控制
保護氣氛采用氮氣加丙烷,為了保持一定的爐壓,要通入適量的氮氣和丙烷常量,爐體上裝有氧探頭,在線測量爐內(nèi)氣氛,并通過碳控儀表控制輔助丙烷電磁閥,精確控制爐內(nèi)碳勢,產(chǎn)品全部生產(chǎn)過程在保護氣氛中進行,做到既不脫碳也不增碳。按照軸承鋼的生產(chǎn)實踐,碳控儀表設(shè)定值在950~1050mv比較合適。
產(chǎn)品經(jīng)過等溫球化退火后,外觀呈銀灰色,不允許有氧化皮,脫碳層能夠控制在<0.03mm,表面不允許有碳黑,禁止表面增碳。產(chǎn)品外觀顏色見圖5。

圖5 保護氣氛退火產(chǎn)品外觀
5.影響產(chǎn)品組織、硬度及外觀顏色的主要因素
(1)加熱區(qū)影響因素
加熱溫度提高后,球化組織會變粗,甚至產(chǎn)生過熱組織。反之球化組織就細小。
加熱時間要保證能夠完成適當?shù)奶蓟锶芙猓瑫r間太短導(dǎo)致球化組織太細小,甚至殘留未轉(zhuǎn)變的鍛造組織,特別是芯部轉(zhuǎn)變滯后,更容易出現(xiàn)問題;反之時間過長造成球長大,甚至出現(xiàn)過熱組織,通過調(diào)整進料周期可以改變加熱時間。
(2)等溫區(qū)影響因素
等溫區(qū)設(shè)定的珠光體開始轉(zhuǎn)變溫度設(shè)定值高會形成較大球化組織,反之會形成較小的球化組織。
等溫過程完成球化轉(zhuǎn)變過程,等溫球化的時間要保證足夠長,否則球化不充分。
等溫區(qū)出爐溫度,即珠光體轉(zhuǎn)變結(jié)束溫度高,則硬度偏低;反之硬度偏高。
總之,通過調(diào)整加熱區(qū)加熱溫度、等溫球化區(qū)開始轉(zhuǎn)變溫度、等溫區(qū)球化結(jié)束轉(zhuǎn)變溫度三個關(guān)鍵點,并通過改變工藝進料周期來影響冷卻速度,從而獲得相應(yīng)的組織及硬度,即改變球狀珠光體的大小和形態(tài)。
圖6是保護氣氛輥底爐在某用戶現(xiàn)場調(diào)試時,軸承鋼產(chǎn)品金相檢測結(jié)果,評判為3級,球化組織和形態(tài)非常均勻。
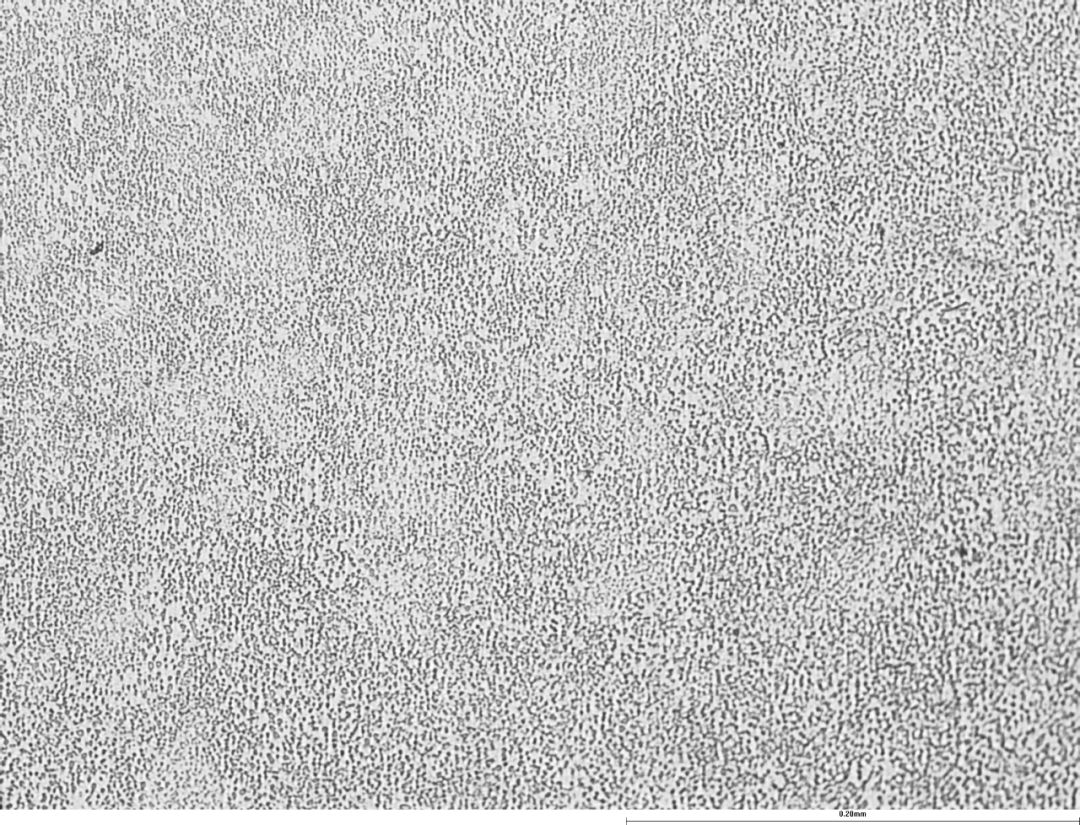
圖6 放大500X的球化退火組織
(3)外觀顏色
產(chǎn)品出爐后,有時工件會呈現(xiàn)五顏六色的外觀顏色,外觀顏色對產(chǎn)品內(nèi)在質(zhì)量無影響,這往往是工件出爐溫度高造成,增加降溫區(qū)冷卻水流速、控制好水溫以及合理分配爐內(nèi)氣氛流向,一般能夠得到很好解決,圖7、圖8是典型的外觀顏色氧化色。

圖7 套圈外觀顏色氧化色

圖8 鋼球外觀顏色氧化色
6.結(jié)語
保護氣氛輥底爐很好解決了工件等溫球化退火過程中的氧化脫碳問題,球化效果好,用戶一致反映設(shè)備具有機械性能可靠、維護成本低、自動化程度高、產(chǎn)品質(zhì)量穩(wěn)定及單位產(chǎn)品能耗低等優(yōu)點,被國內(nèi)外眾多軸承廠商采用。
國產(chǎn)化改進增加中間門,降低了設(shè)備成本和能耗,可以更精準的控制各區(qū)的溫度,避免相互干擾,提高了產(chǎn)品質(zhì)量穩(wěn)定性。
脫碳層可以控制在<0.03mm,減少了機加工留量,降低了產(chǎn)品制造成本,尤其適合精鍛毛坯產(chǎn)品的生產(chǎn)。
作者:陸瑞新
單位:愛協(xié)林熱處理系統(tǒng)(唐山)有限公司

| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.998abcd.com/Steel-Knowledge/1601284215.html
|