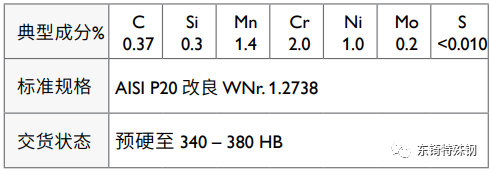
ASSAB 718 HH
ASSAB 718 HH作為一種預硬的模具鋼,具有以下優良性能:
z 無熱處理風險
z 無需熱處理費用
z 縮短生產時間 (不需熱處理)
z 降低模具制作成本 (無需校正變形)
z 易于進行模具修改加
z 可以進行后續氮化處理或局部火焰淬火提高表面強度和表面耐磨性能,減少表面失效。
ASSAB 718 HH 的生產遵循嚴格的質量標準,非常低的硫含量使得這一鋼種具有以下特點:
z 優良的拋光及光蝕刻花性能
z 良好的加工性能
z 高的純凈度及均勻性
z 均勻的硬度
注:ASSAB 718 HH 經過100% 的超聲波探傷檢測。
提供給客戶的大尺寸鋼材都經過預加工,相對于沒有預加工鋼材具有以下優點:
z 節約原料重量
z 表面沒有脫碳層
z 滿足客戶尺寸要求 (正公差)
z 機加工量大大減少
z 無刀具磨損
應用
ASSAB 718 HH的應用與ASSAB 718 Supreme相同,但主要是用于較高強度和耐磨性的情況如:
z 熱塑性塑料注塑模具
z 熱塑性塑料擠壓模具
z 吹塑模
z 成形工具、壓彎機模(可進行表面火焰硬化或氮化處理)
z 鋁壓鑄模母模
z 結構件,軸類
熱處理
ASSAB 718 HH 建議在預硬態即供貨態使用。如果要提高硬度或進行表面硬化處理,請參閱以下信息。
軟性退火
在保護氣氛下加熱至700oC,均溫后以每小時10oC爐冷至600oC,然后空冷。
去應力退火
模具經粗加工后,加熱到550oC,保溫兩小時,緩慢冷卻至室溫。
淬火
注:淬火前必須進行充分的軟化退火處理。預熱溫度:500–600oC奧氏體化溫度:850oC模具至奧氏體化溫度熱透后保溫30分鐘。模具必須在保護氣氛中進行淬火,以避免脫碳和氧化。
淬火介質
z 油 (60 – 80°C)
z 300°C分級淬火,最多停留4分鐘,然后空冷。
注:冷卻至 50-70°C時應立即進行回火。
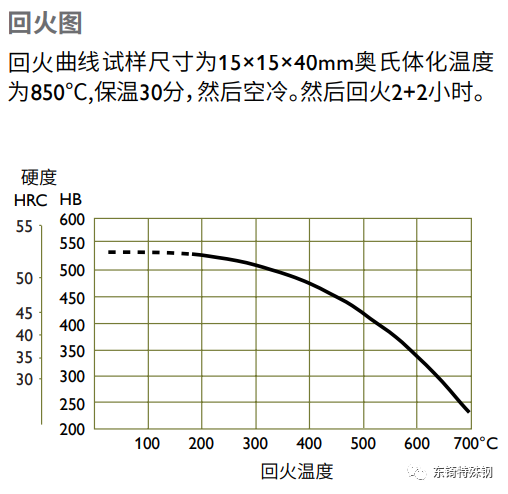
回火
根據所需硬度,參考回火曲線圖選擇適當的回火溫度。回火至少兩次。每次回火后必須冷卻至室溫,對小模具可180°C回火,但是推薦250°C為最低回火溫度,每次回火至少保溫兩小時。