
一、“麻點”缺陷出現的原因

圖1 無機鹽清洗劑造成的白點
二、麻點”問題的熱處理工藝追查
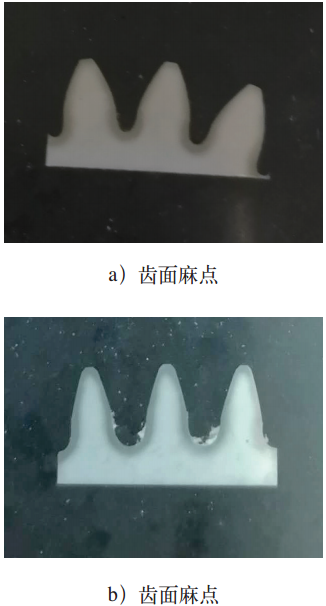
圖2 出現麻點的問題工件
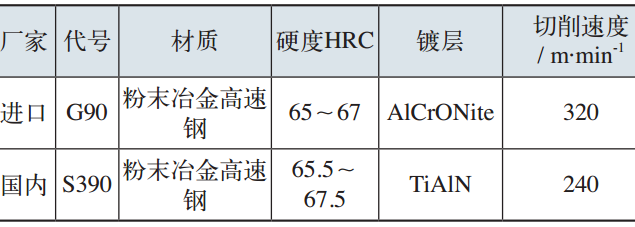
三、考察干切削加工
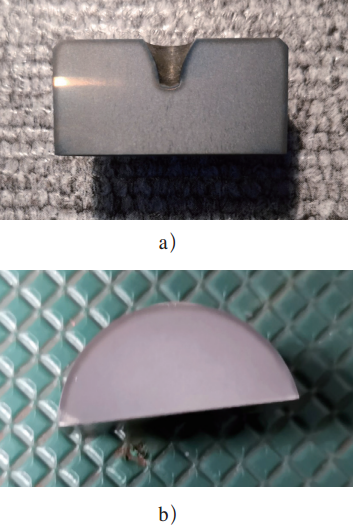
圖3 無齒形加工部位的問題工件
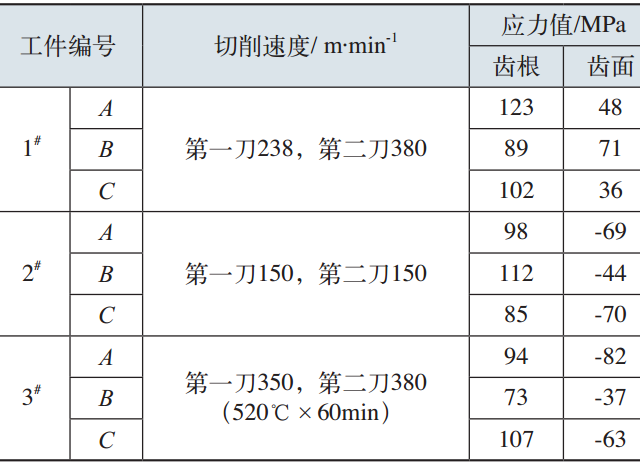
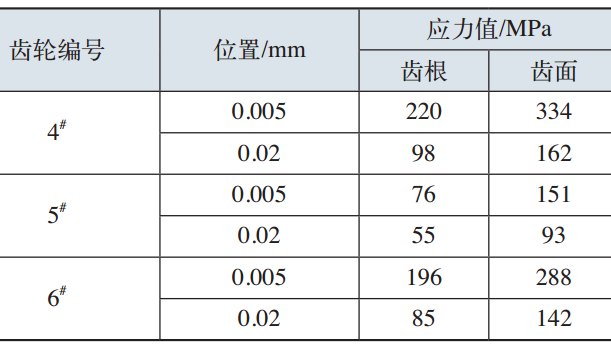
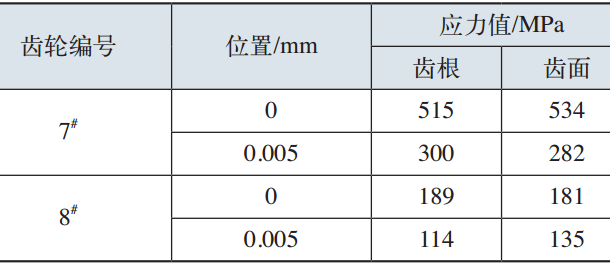
表3 預氧化后殘余應力檢測值
四、結束語
作者:郝豐林,江蘇雙環齒輪有限公司
敬代云,浙江雙環傳動股份有限公司
陳德義,赫菲斯熱處理系統江蘇有限公司
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)