
砂眼缺陷在熔模鑄造生產中也屬于發生頻率比較高的缺陷。砂眼,顧名思義,就是砂子鉆到鑄件表面或者內部,占據了鑄件中金屬材料的一席之地。就像一個金屬眼眶里放置了一粒或多粒砂子眼球,所以,成為砂眼。見圖一。
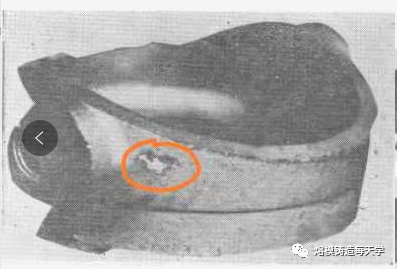
圖一,砂眼缺陷
砂眼缺陷的特征就是鑄件表面或者內部有充塞著砂粒或者耐火粉料。它可能來自型殼外部,也可能來自型殼內部。砂眼缺陷如果來自型腔內部,由于它屬于轉移缺陷,這里多一個砂眼,其它掉砂粒的地方自然會多出一個小肉瘤。
砂眼缺陷形成的根源無外乎外部和內部兩處。
外部,有可能是操作不慎帶到型殼型腔中去的。比如:蠟處理不到位殘留在蠟料中,隨注蠟進入蠟模或澆道中,當然這種情況幾率比較小;脫蠟時蠟沸騰將脫蠟釜中游離的砂子涌進澆道中;脫蠟完后清理型殼殘邊時不小心將砂粒帶進型殼中;型殼焙燒時由于焙燒爐里面燃燒噴嘴的壓力使爐襯飛揚而掉入型殼中。
而內部,有可能是蠟件組合不良有縫隙,涂料鉆入縫隙,脫蠟后進入型腔;型殼內表面局部干燥不好,脫蠟后脫落;金屬液澆注時局部涂料被長期沖刷而脫落掉入型腔中。
由于砂眼缺陷屬于移動缺陷,它的最終位置一般很難確定,但是內部容易引起掉砂的位置還是比較容易找出。一般尖角部位,內轉角部位,干燥不充分或過分干燥部位,內澆口部位等等,都是容易引起砂眼缺陷的隱患。
那么,基于以上分析,我們來看看如何避免砂眼缺陷的產生。
從外因上,我們要做到以下幾點:
1、蠟處理必須嚴格過濾,沉淀,確保蠟料潔凈,雜質和灰分少。
2、有些單位使用澆道芯棒,型殼上干燥線,那么,型殼芯棒不許清洗干凈(不管使用拋丸還是吹砂處理)。
3、脫蠟完后必須檢查澆注系統中是否存在游離砂,有及時清理。
4、清理澆口杯上型殼殘余要小心謹慎,避免砂粒進入型腔中。盡量使用帶有翻邊澆口杯的澆道。(見圖二)
5、型殼焙燒時盡量將澆口杯蓋住,減少砂粒進入型腔的機會。每隔一段時間必須對焙燒爐進行清理。
6、對重要產品要清洗型殼,澆注前對型殼進行吸塵。
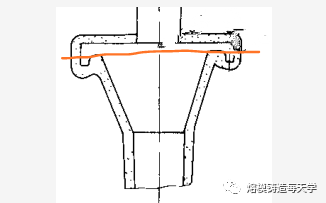
圖二,帶翻邊的澆口棒
再看看內因,也要做到以下幾點:
1、蠟模進行組合焊接時,要嚴格進行焊縫的檢查工作,確保焊縫嚴絲無縫。
2、對型殼嚴格執行工藝紀律進行干燥,既不能干燥不充分也不能干燥過頭,特別是深腔、拐角、尖角、棱角部位。嚴格控制面層干燥條件,特別是低溫高濕。
3、澆注系統設計特別是內澆口設計,避免從一處進料;避免內澆口直接沖擊型芯等。
以上就是今天關于砂眼缺陷的分享,謝謝大家。
