傳統起重機車輪熱處理工藝一般是先經過調質處理后再進行表面淬火,但是由于表面淬火硬度過渡層不好控制,容易剝落和輪緣磨損嚴重,經過較長時間的工作后,在交變應力的作用下,起重機車輪踏面容易產生裂紋或突然斷裂,導致疲勞失效,嚴重影響起重機車輪的質量和使用壽命。
一、工藝分析
鑄鋼與鍛鋼相比,具有對產品結構適應性強、材料利用率高、價格低廉、加工周期短等優點,但鑄鋼鑄態組織晶粒粗大,有魏氏組織和成分偏析等很多不可避免的缺陷,對熱處理工序產生不利的影響。魏氏組織的存在使鑄鋼的塑性,特別是沖擊韌度下降,因此鑄鋼件需要在淬火前進行熱處理以消除魏氏組織。組織晶粒粗大,容易在淬火時產生開裂,必須在淬火前進行退火或正火處理,為細化晶粒和淬火作組織準備。圖1為ZG50SiMn鋼直接調質,用4%硝酸酒精溶液腐蝕后的魏氏組織。
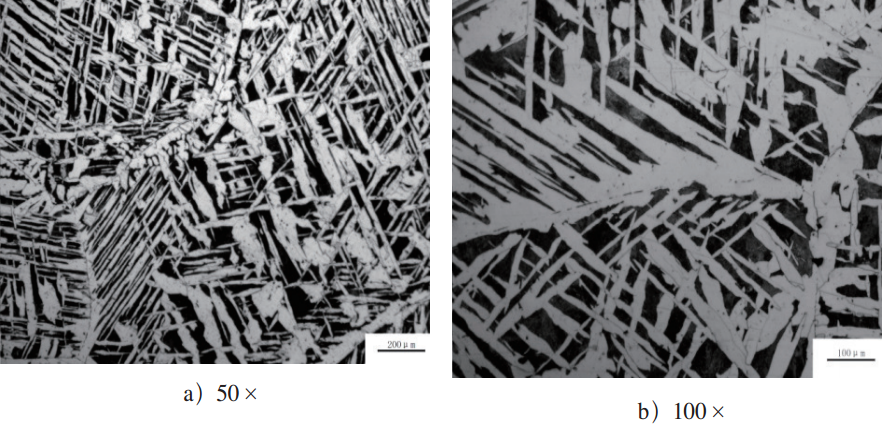
圖1 ZG50SiMn鋼魏氏組織
ZG50SiMn鋼屬于低合金鋼中的硅錳鋼,化學成分見表1。Si與Mn的配合使用,可以有效地減少Mn元素對晶粒粗化的影響;Si、Mn均能固溶于鐵素體中,起到固溶強化的作用,使鋼的強度和硬度上升。Si、Mn均能穩定過冷奧氏體,使C曲線向右移,顯著提高鋼的淬透性。Si、Mn元素有促進雜質元素偏聚的作用,促進回火脆性的發生。
表1 ZG50SiMn化學成分(質量分數)(%)

JB/T 6392—2008《起重機車輪》中對熱處理的技術要求如下:1)熱處理車輪表面狀態應符合不同直徑車輪的熱處理技術要求,見表2。
表2 不同直徑車輪的熱處理技術要求
2)車輪內部質量要求:對于鑄造車輪其質量應符合JB/T 5000.14—2007中2級要求。3)車輪踏面和輪緣內側表面硬度:車輪踏面和輪緣內側表面硬度檢驗時,用硬度計在車輪踏面上沿圓周等分測3點,其中2點硬度達到技術要求,即為合格。當某檢測點的硬度值不符合要求時,沿該點的軸線方向加測2點,如該2點硬度均達到技術要求即為合格。4)淬硬層深度的要求:測定淬硬層深度時,先將車輪切割開(用氣割時為了消除熱影響區,加工余量至少為20mm),再加工成徑向剖面試樣。從踏面(見圖2)開始用硬度計沿徑向每隔3~5mm測1點,測出硬度≥260HBW處的深度,即為淬硬層深度。
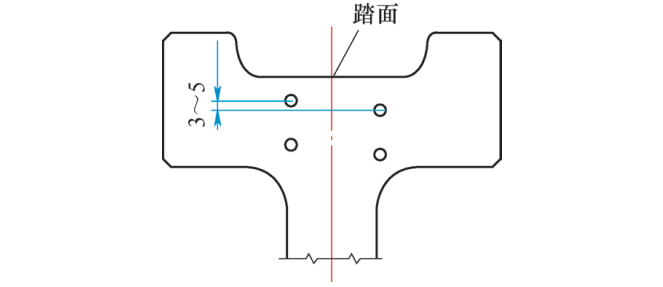
圖2 踏面淬硬層硬度試驗
二、試驗方法
本文研究的對象為山東石橫特鋼集團有限公司使用的冶金專用起重機鑄造車輪,如圖3所示,材質為ZG50SiMn鋼,化學成分見表3,車輪結構尺寸為φ800mm×150mm,重量為416kg,圖樣要求踏面處硬度300~380HBW,距踏面20mm處的硬度≥260HBW。車輪粗車后用于本試驗。
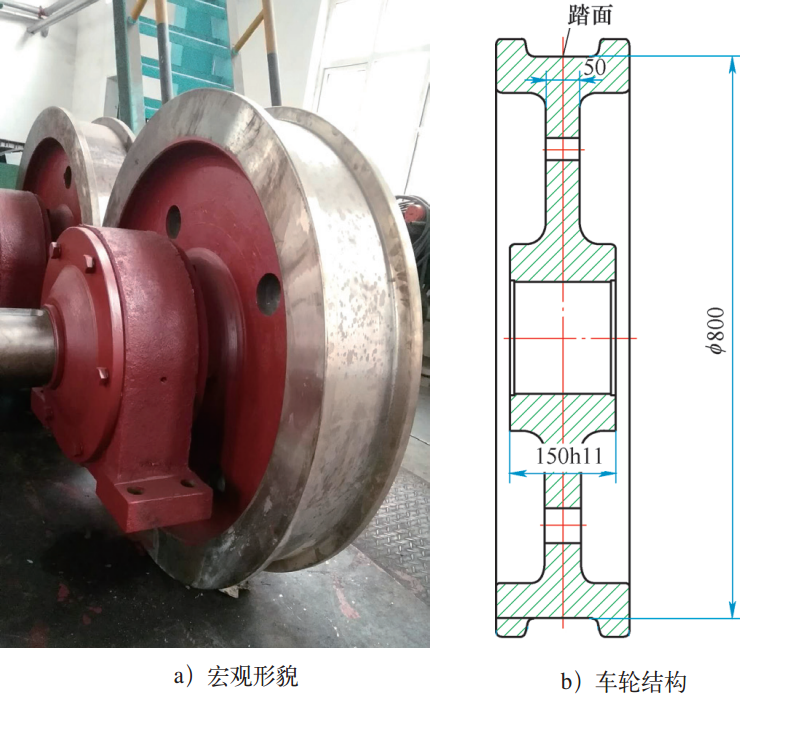
圖3 起重機鑄造車輪
表3 ZG50SiMn鋼車輪的化學成分(質量分數)(%)
采用芯軸保護內孔的方法進行裝爐,將車輪平放到焊有底盤的工裝上,工裝如圖4所示。用黏土和石棉繩將內孔與芯軸之間的縫隙密封,上部用端蓋壓緊。
圖4 車輪內孔芯軸保護工裝
由于車輪調質+表面淬火的熱處理工藝容易產生很多質量問題,直接淬油時,容易出現淬火硬度軟點、硬度偏低等情況;直接水淬時,此材料的開裂傾向較大。因此,采用退火+淬火(水淬油冷)+中溫回火的熱處理工藝,水淬油冷也叫雙液淬火,即把奧氏體化的零件放入冷卻能力較強的介質中,冷卻到Ms點附近,再立即轉移到冷卻能力較弱的介質中冷卻進行馬氏體轉變。最常用的方法就是水淬油冷,水淬油冷的優點就是能把兩種冷卻能力不同的介質的優點結合起來,揚長避短,既保證了淬火質量,又減少了淬火應力,在很大程度上防止了變形和淬火開裂。鑄鋼件加熱時,為了避免過大的熱應力,應該控制工件的裝爐溫度和加熱速度,因此確定在爐溫350℃以下裝爐,控制升溫速度≤250℃/h。退火830℃×3h,爐冷;淬火840℃×2h,水冷40s,油冷15min;回火490℃×4h,水冷,入爐溫度≤350℃,升溫速度≤250℃/h,工藝曲線如圖5所示。
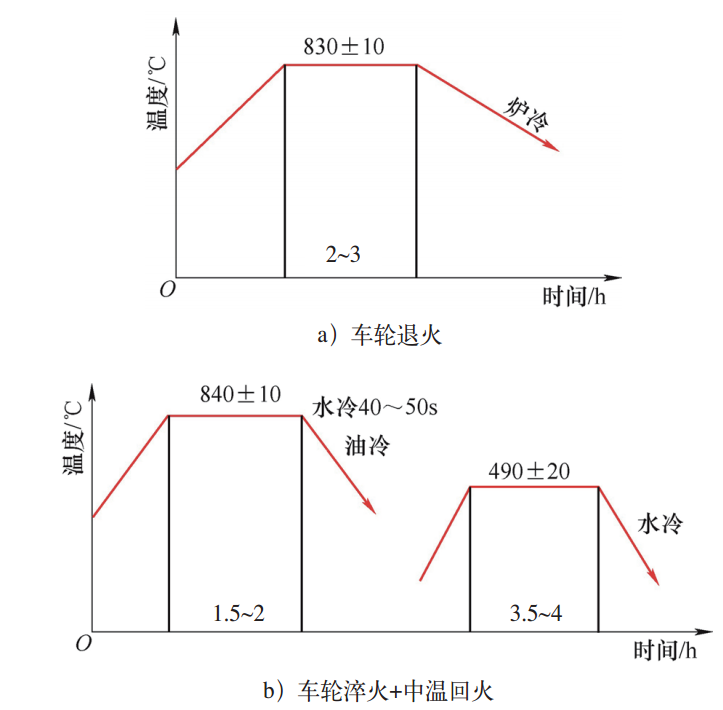
圖5 起重機車輪熱處理工藝曲線
1)保溫。工件加熱到溫后,應保溫一定的時間,根據有效厚度、裝爐系數計算出保溫時間為2h,使工件透熱,以保證工件奧氏體化完全。2)冷卻。水淬油冷,如果工件在水中冷卻時間過短,轉移過程中奧氏體可能發生珠光體轉變,出現軟點,或淬不上火的現象。如果水冷時間過長,零件在未轉移到油中就發生了馬氏體轉變,失去了水淬油冷的意義,增大了工件開裂的風險。依據實際生產經驗,確定水冷時間在40~50s,油冷15min。3)回火。根據圖樣的硬度要求,將溫度定在中溫回火區間的470~510℃,保溫足夠的時間,使馬氏體組織分解完全,消除淬火應力。根據有效厚度、回火溫度、裝爐系數,確定回火保溫時間為4h。由于此材料具有回火脆性,因此回火后采取快冷的冷卻方式,即水冷。
三、試驗結果
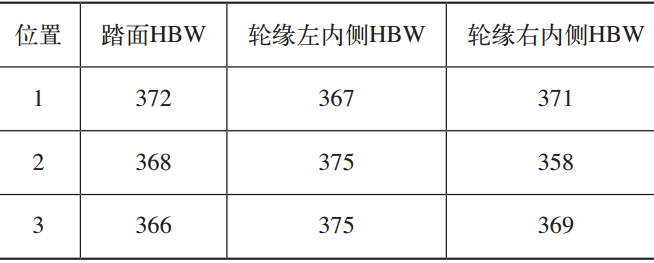
對熱處理后的起重機車輪進行了超聲波、硬度和淬硬層深度的檢測,并且檢測了車輪踏面的金相組織。對熱處理后的車輪內部質量進行檢測,即對輪輞進行超聲波檢測,內部質量符合JB/T 5000.14—2007中2級要求。將車輪踏面外圓圓周等分3點,選取踏面及輪緣內側進行硬度測試,實測硬度情況見表4。
表4 車輪踏面及輪緣硬度情況
根據JB/T 6392—2008《起重機車輪》要求,對車輪進行破壞性試驗,將車輪刨開,加工成徑向剖面試樣,如圖6所示,進行淬硬層深度檢測,從車輪踏面開始每隔10mm檢測一組硬度點,選取硬度試驗點分布情況如圖7所示,并將硬度情況進行記錄匯總,見表5。

圖6 淬硬層深度破壞性試驗實物
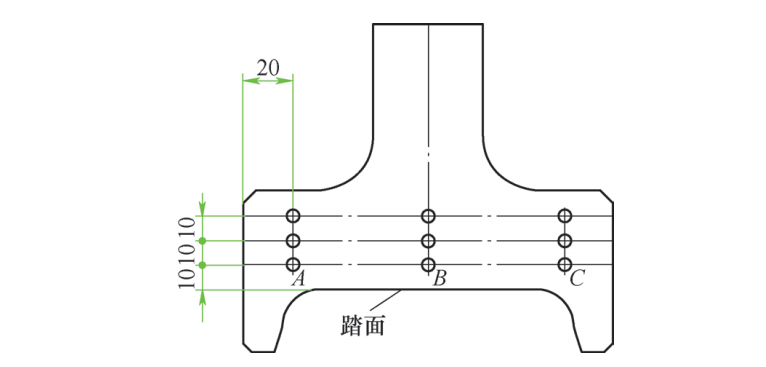
圖7 硬度檢測點
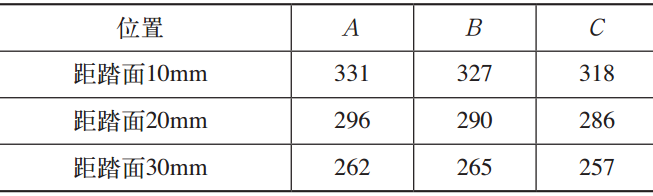
表5 淬硬層深度硬度分布 (HBW)
在踏面處取樣進行金相組織觀察,用4%硝酸酒精溶液腐蝕后觀察組織為回火屈氏體,如圖8所示。屈氏體具有高的彈性極限與屈服強度,同時又有足夠的韌性和塑性。對于450~500℃回火,也是本材料疲勞極限出現最大值的回火溫度區間。
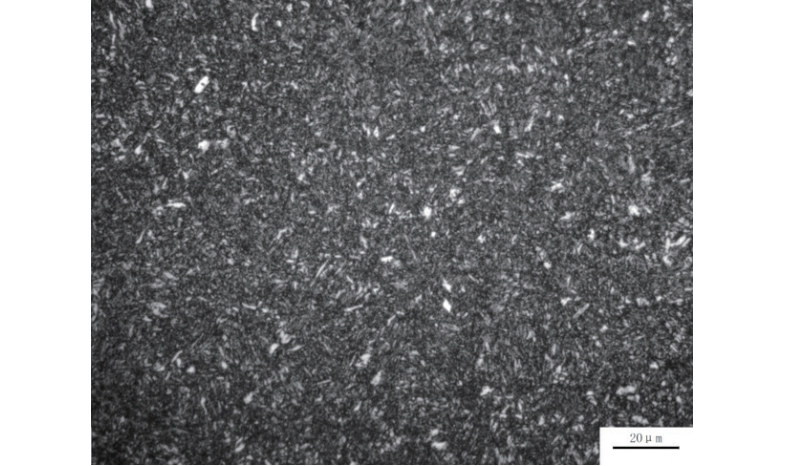
圖8 ZG50SiMn鋼車輪淬火+中溫回火顯微組織(500×)
以上數據表明,因為淬火時水淬時間較短,輪緣及踏面部位水冷強烈,所以心部來不及冷卻就轉到了冷卻緩慢的淬火油中,形成一定的硬度梯度。車輪硬度在同一深度,不同位置比較一致,從踏面往里,硬度成梯度逐漸降低,具有較厚的淬硬層,使踏面有較好的耐磨性。由于硬度呈梯度分布,過渡均勻,使心部具有較好的韌性,金相組織均勻,因此水淬油冷熱處理工藝能達到ZG50SiMn鋼起重機車輪的圖樣硬度設計要求,具有良好的使用性能。
四、結束語
1)水淬油冷熱處理工藝能達到起重機車輪圖樣硬度設計要求和國標使用要求。2)起重機車輪踏面硬度層呈梯度分布,使踏面有較好的耐磨性,心部有較好的韌性,減少了脆性斷裂的風險,有利于延長車輪的使用壽命。3)水淬油冷熱處理工藝對設備條件要求低,淬火冷卻介質來源廣泛,價格低廉,工藝操作簡單,簡化了工藝過程。4)起重機車輪整體水淬油冷熱處理工藝可以完全代替傳統的調質+表面淬火工藝。
作者:張淑杭
單位:山東石橫特鋼集團有限公司
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)




