
熱作模具材料的強(qiáng)韌性和耐磨性是影響模具壽命的關(guān)鍵特性。新模具材料和新熱處理工藝的不斷出現(xiàn),熱作模具壽命正在大幅度提高。但是,作為常用的熱作模具鋼H13,表現(xiàn)高溫強(qiáng)度和韌性不足,尤其是通過(guò)滲氮處理難以得到較厚的強(qiáng)化的耐磨滲氮層。為此,我們研制了一種更高高溫強(qiáng)度和適宜滲氮處理的時(shí)效硬化型滲氮模具鋼20Cr3MnMoV。也可用來(lái)制造重載荷高強(qiáng)度耐磨件。
結(jié)合國(guó)家資源,在20Cr3Mo2NiVSi(PH)基礎(chǔ)上,調(diào)整化學(xué)成分,研制成功20Cr3MnMoV時(shí)效硬化鋼,可以實(shí)現(xiàn)滲氮過(guò)程中滲氮硬化和時(shí)效硬化同時(shí)進(jìn)行,已成功用于制造長(zhǎng)壽命滲氮熱作模具和高耐磨性深層滲氮零件。
1.時(shí)效硬化鋼的合金成分設(shè)計(jì)
研制的時(shí)效硬化鋼有以下特點(diǎn):
(1)有良好的析出硬化性能,取消Ni,析出相以Cr、Mo、V、Nb合金碳化物為主,兼有金屬間化合物析出。
(2)退火狀態(tài)有良好的切削加工性,固溶處理狀態(tài)有足夠的切削加工性。
(3)時(shí)效硬化溫度在520~580℃之間,利于深層滲氮硬化和基體時(shí)效硬化同時(shí)進(jìn)行。
(4)表層經(jīng)滲氮強(qiáng)化和時(shí)效強(qiáng)化有較高的熱穩(wěn)定性,心部有良好的沖擊韌性。
(5)舍棄油淬,固溶處理采用空冷或氣冷,保證足夠的淬透性。
參照20Cr3Mo2NiVSi(PH)鋼靠金屬間化合物和合金碳化物在板條狀低碳馬氏體中析出硬化,使鋼具有較高的高溫強(qiáng)度和耐磨性,表現(xiàn)在熱作模具有很高的使用壽命。設(shè)想保留PH鋼的優(yōu)勢(shì)(時(shí)效硬化特點(diǎn)),增添深層滲氮強(qiáng)化的因素。
為此,設(shè)計(jì)的時(shí)效硬化鋼為低碳高錳的空冷低碳貝氏體/馬氏體復(fù)相鋼,添加Cr、Mo、V、Nb時(shí)效時(shí)形成析出相,滲氮時(shí)形成氮化物相,同時(shí)實(shí)現(xiàn)時(shí)效硬化和滲氮硬化。
空冷低碳貝氏體/馬氏體復(fù)相鋼,可獲得優(yōu)良的強(qiáng)韌性組合的低碳貝氏體/馬氏體組織,添加大量的Mn元素可以推遲珠光體轉(zhuǎn)變,壓低貝氏體開(kāi)始轉(zhuǎn)變溫度,以保證在空冷或風(fēng)冷條件下,獲得一定量的貝氏體;添加Cr有利于獲得下貝氏體和有利于滲氮硬化;添加含量大于1%的Mo與Cr、V結(jié)合成為析出硬化的主要因素;Si能抑制滲碳體的析出,因此控制Si量不能太高,才有利于合金碳化物的析出硬化;微量合金元素Nb有利于細(xì)化組織,提高強(qiáng)韌性,并且可增加晶界面上氮的擴(kuò)散通道。
所研制的時(shí)效硬化滲氮模具鋼20Cr3MnMoV化學(xué)成分見(jiàn)表1所示。
表1 試驗(yàn)鋼與PH鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù))(%)
C | Si | Mn | Cr | Ni | Mo | V | Zr | Nb | |
PH | 0.16~0.22 | 0.6~0.9 | 0.4~0.7 | 2.5~3.0 | 0.8~1.2 | 1.8~2.2 | 0.3~0.5 | 0.05~0.12 | — |
20Cr3MnMoV | 0.21 | 0.37 | 1.65 | 3.08 | — | 1.60 | 0.32 | — | 0.046 |
2.20Cr3MnMoV鋼熱處理
退火采用780℃保溫3h爐冷,硬度為30~36HRC,適宜機(jī)械加工。
模具加工成型后,可留精加工余量直接進(jìn)行空冷固溶處理,如果精密模具需減少變形和穩(wěn)定尺寸,可增加600~650℃去應(yīng)力退火。
固溶處理采用920℃保溫2h,散放空冷,大件可風(fēng)冷,或真空加熱2×105Pa氣淬,硬度為40~44HRC。
(1)不需要滲氮的模具:空冷固溶處理后直接進(jìn)行540℃×6~8h時(shí)效,時(shí)效后空冷,硬度為48~50HRC。時(shí)效后進(jìn)行模具精加工。
(2)要求滲氮的模具:固溶處理后模具精加工到尺寸,轉(zhuǎn)入滲氮處理,注意不需要時(shí)效處理,簡(jiǎn)化了工藝,在滲氮處理過(guò)程中模具表面滲氮硬化和基體時(shí)效硬化同時(shí)進(jìn)行。
表2 滲氮工藝規(guī)范
滲氮層深/mm | 滲氮工藝 | 滲氮表面硬度HV1 | 基體硬度HRC |
0.1~0.2 | 520℃×10h | 950~1050 | 47~49 |
0.2~0.3 | 520℃×20h | 950~1050 | 48~50 |
0.3~0.4 | 520℃×30h | 950~1050 | 48~50 |
0.4~0.5 | 520℃×40h | 950~1050 | 48~50 |
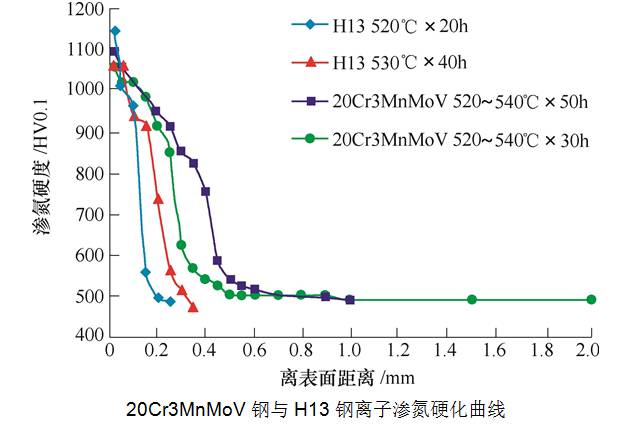
3.20Cr3MnMoV鋼與H13鋼離子滲碳對(duì)比
H13鋼作為熱作模具鋼,為了提高模具耐磨性和使用壽命,常在模具淬火和回火后精加工成型,再進(jìn)行表面滲氮處理,而熱擠壓模和熱鍛模等重負(fù)荷熱作模具常要求0.2~0.3mm以上深層滲氮,壓鑄模和鋁熱擠壓模則要求0.07~0.15mm淺層滲氮。
生產(chǎn)實(shí)踐表明,H13鋼深層滲氮要求兼顧層深大于0.2mm,表層組織合格和基體保持高硬度(大于480HV)是難以實(shí)現(xiàn)的。從附圖可見(jiàn)H13鋼滲氮0.3mm時(shí),基體硬度只有460HV(46.5HRC)。
H13鋼520℃×20h滲氮,層深0.18mm,530℃×40h滲氮層深0.3mm,而20Cr3MnMoV鋼520℃×20h滲氮,層深0.3mm,530℃×40h滲氮層深0.5mm。
4.時(shí)效硬化鋼的滲氮變形
時(shí)效硬化鋼模具固溶處理后進(jìn)行滲氮,與一般調(diào)質(zhì)鋼滲氮有所不同,因?yàn)榍罢咴跐B氮過(guò)程要發(fā)生基體時(shí)效硬化,而后者在滲氮過(guò)程中基體回火索氏體一般不會(huì)繼續(xù)發(fā)生變化。
為了確定時(shí)效硬化鋼模具滲氮變形量,分別進(jìn)行了時(shí)效硬化鋼試棒時(shí)效硬化和滲氮尺寸變化測(cè)量,還對(duì)比作了調(diào)質(zhì)鋼試件的滲氮尺寸變化測(cè)量。試驗(yàn)結(jié)果表明,時(shí)效硬化鋼滲氮產(chǎn)生的尺寸變化量比一般調(diào)質(zhì)鋼滲氮稍大。調(diào)質(zhì)鋼42CrMo滲氮0.4mm,尺寸變化量為萬(wàn)分之二。時(shí)效硬化鋼滲氮時(shí)由于基體時(shí)效硬化產(chǎn)生的尺寸變化量大致在萬(wàn)分之二左右,即100mm厚模具可能由于時(shí)效硬化引起晶格畸變和基體膨脹,造成尺寸增大約0.02mm,這種微小尺寸變化,可以通過(guò)模具滲氮前加工到負(fù)公差范圍予以控制或滲氮前留精磨量。
試驗(yàn)結(jié)果還表明,時(shí)效硬化鋼一段滲氮與二段滲氮在滲氮和時(shí)效綜合變形量方面比較,一段滲氮變形和尺寸變化量都小。滲氮層深在0.4~0.5mm時(shí),一段滲氮尺寸變化量在萬(wàn)分之二左右,二段滲氮尺寸變化量在萬(wàn)分之五左右。調(diào)質(zhì)鋼二段滲氮尺寸變化量在萬(wàn)分之二左右。因此,除非要求滲氮層深大于0.5mm,時(shí)效硬化鋼一般優(yōu)先采用一段滲氮。
5.20Cr3MnMoV鋼熱穩(wěn)定性試驗(yàn)
20Cr3MnMoV鋼試樣900℃×3h空冷固溶處理后進(jìn)行了高溫時(shí)效試驗(yàn)。560℃保溫2h,時(shí)效后硬度為482HV(48HRC),560℃保溫35h,時(shí)效后硬度為475HV(47.5HRC),可見(jiàn)20Cr3MnMoV鋼有很高的抗高溫軟化特性,這對(duì)熱擠壓模具和熱鍛模具有重要意義。
6.應(yīng)用展望
(1)時(shí)效硬化型滲氮模具鋼20Cr3MnMoV,可用來(lái)制作熱鍛模、熱擠壓模具等熱作模具,在固溶時(shí)效狀態(tài)下使用,硬度可保持48~50HRC以上,可望比H13鋼更高的強(qiáng)韌性和使用壽命。
(2)為了提高模具耐磨性和使用壽命,可以在模具空冷固溶處理后滲氮處理,將滲氮和時(shí)效兩工序合一,并取消了常規(guī)油淬工序,簡(jiǎn)化了工藝。
(3)20Cr3MnMoV鋼滲氮特性?xún)?yōu)于H13鋼,對(duì)于要求滲氮層深大于0.2mm,基體又要求更高強(qiáng)化的模具,這種鋼有獨(dú)特優(yōu)勢(shì),滲氮層深可達(dá)0.2~0.5mm,有廣闊應(yīng)用前景。
(4)20Cr3MnMoV鋼采用較低溫度加熱空冷固溶處理,代替常規(guī)的高溫加熱油淬工序,節(jié)能環(huán)保,可保證模具有效厚度150mm以?xún)?nèi)的淬透性,適合用來(lái)制造中小型熱作模具。
(5)20Cr3MnMoV鋼材料成本和制造成本都低于H13鋼,又具有優(yōu)良的滲氮特性,在需要表面耐磨而心部更高強(qiáng)化的重載熱作模具和重載耐磨零件,會(huì)得到廣泛應(yīng)用。
來(lái)源:熱處理生態(tài)圈
作者:杜樹(shù)芳,楊廣林,杜恒山
單位:長(zhǎng)春金馬熱處理公司
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.998abcd.com/Steel-Knowledge/1615361465.html
|