
一、制定爐輥管理標(biāo)準(zhǔn)防止缺陷的發(fā)生
為了防止由于爐輥本身的不足造成結(jié)瘤問題,制定了相應(yīng)的一系列標(biāo)準(zhǔn)。
1 新輥配件驗(yàn)收標(biāo)準(zhǔn)
輥身外徑:D±0.5;
輥?zhàn)硬馁|(zhì):KHR12C-SUS304;
輥面粗糙度:Ra4-6;
動平衡:≤50g(168轉(zhuǎn)/分);
表面硬度:700-1000;
輥面處理:噴涂(噴涂材料LCO-17);
其它尺寸和技術(shù)要求見零件圖。
2 舊輥修復(fù)驗(yàn)收標(biāo)準(zhǔn)
修復(fù)后輥面要求圓度、圓柱度、跳動在0.05mm以下;
動平衡≤50g(168轉(zhuǎn)/分);
輥面毛化處理,輥面噴涂LC-1C涂層,硬度700-1000,涂層厚度0.04-0.08mm,噴涂后輥面拋光,粗糙度Ra4-6,Ramax<8μm,熱處理后再次拋光處理,Ramax<7μm,修復(fù)后取兩條輥面母線,沿輥面每50mm間隔測量直徑,沿輥面均長測5點(diǎn)輥面粗糙度。
3 爐輥安裝標(biāo)準(zhǔn)
輥身水平度不超過0.05/m;
輥身垂直度不超過0.05/m;
與相鄰爐輥的水平度、垂直度偏差方向呈交叉分布。
4 爐輥點(diǎn)檢維護(hù)標(biāo)準(zhǔn)
每周檢查軸承振動以及軸承溫度狀況;
每次大定修時對輥面狀況進(jìn)行檢查,有異常時在點(diǎn)檢日志中記錄;
每次大定修時檢查輥面粗糙度,編寫檢測報(bào)告,并做趨勢分析。
5 爐輥更換標(biāo)準(zhǔn)
出現(xiàn)以下情況之一,需要進(jìn)行輥?zhàn)拥母鼡Q:
a)輥面工作范圍內(nèi)均長測5點(diǎn),粗糙度均值下降到Ra2.0以下;
b)輥面出現(xiàn)異常磨損、粘結(jié)、劃痕、剝落、熱損傷等劣化跡象,預(yù)計(jì)會影響帶鋼表面質(zhì)量;
c)輥?zhàn)虞S頭變形或輥身變形,導(dǎo)致輥?zhàn)映霈F(xiàn)負(fù)荷異常波動,負(fù)荷波動大于正常數(shù)值的20%;
d)由于輥系其它零部件損壞,導(dǎo)致輥?zhàn)訜o法正常使用。
6 爐輥報(bào)廢標(biāo)準(zhǔn)
出現(xiàn)以下情況之一,需要對輥?zhàn)舆M(jìn)行報(bào)廢處理:
a)輥身直徑小于792mm;
b)出現(xiàn)其它無法修復(fù)或修復(fù)代價(jià)高昂的缺陷,如輥身嚴(yán)重裂紋、縮孔、彎曲、不均勻磨損等。
二、帶鋼在爐內(nèi)產(chǎn)生點(diǎn)印類缺陷特點(diǎn)
1 帶鋼在爐內(nèi)產(chǎn)生點(diǎn)印類缺陷主要類別
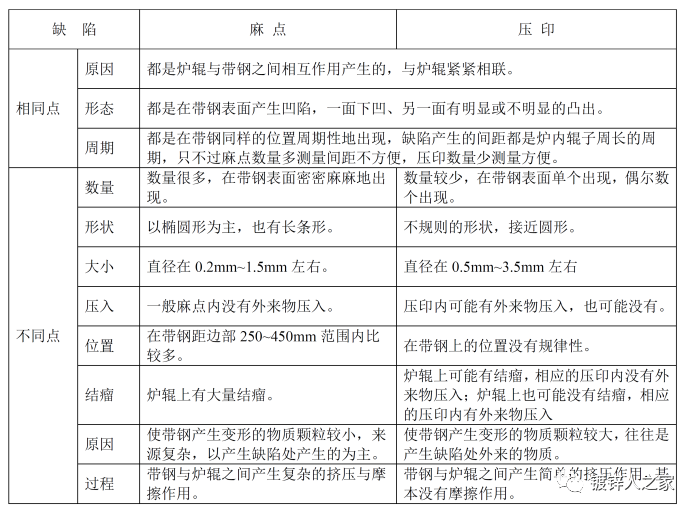
帶鋼在爐內(nèi)出現(xiàn)的點(diǎn)印類缺陷的形態(tài)很多,大體上可以分為麻點(diǎn)和壓印兩大類。麻點(diǎn)指數(shù)量比較多、直徑比較小、位置相對有規(guī)律的一類,壓印指數(shù)量比較少、直徑比較大、位置不太有規(guī)律的一類,壓印缺陷有時會有異物壓入同時出現(xiàn)。


麻點(diǎn)宏觀照片

點(diǎn)在帶鋼表面的位置

壓印無外來物質(zhì)壓入缺陷宏觀照片

壓印有外來物質(zhì)壓入缺陷宏觀照片
2 麻點(diǎn)與壓印缺陷的相同點(diǎn)和不同點(diǎn)
麻點(diǎn)和壓印的相同點(diǎn)與不同點(diǎn)如下表,其中最為常見和難以解決的是麻點(diǎn),也是要重點(diǎn)分析的內(nèi)容;壓印往往有一定的隨機(jī)性,與其他不正常現(xiàn)象伴隨發(fā)生。
三、爐輥表面結(jié)瘤形態(tài)及機(jī)理概述
1 爐輥表面結(jié)瘤形態(tài)




爐輥表面結(jié)瘤形態(tài)各異,總的來說,有如下特點(diǎn):
a)在輥?zhàn)颖砻媾c帶鋼接觸的范圍內(nèi),粘附大量的、密密麻麻的外來異物顆粒,往往在輥?zhàn)觾啥瞬浚鄮т撨叢拷佑|處向內(nèi)1250mm~450mm范圍內(nèi)偏多;
b)宏觀看起來,大量的結(jié)瘤顆粒的排列有一定的規(guī)律性,似乎縱向成列排列,甚至有的小型爐輥結(jié)瘤連成了線;
c)顆粒的形狀以橢圓形為主,也有線狀的,直徑或?qū)挾却蠹s在0.5mm~2.5mm范圍內(nèi),部分NOF輥?zhàn)颖砻娴慕Y(jié)瘤尺寸會達(dá)到3.5mm;
d)仔細(xì)看結(jié)瘤有一定的方向性,大體與帶鋼運(yùn)行方向一致,但往往有些偏斜,排成列的顆粒,偏斜方向是一致的,有時輥?zhàn)觾啥私Y(jié)瘤偏斜方向正好相反。
2 爐輥表面結(jié)瘤的機(jī)理概述
a)輥?zhàn)颖砻娼Y(jié)瘤首先要有結(jié)瘤物質(zhì),即各種小的顆粒,可以是帶鋼表面未洗凈的油污鐵屑,可以是從爐輥和帶鋼表面摩擦下來的涂層粉末、氧化物、鐵粉,可以是爐內(nèi)耐火材料、爐壁保護(hù)板等脫落掉下來的顆粒、粉塵等等;
b)落到帶鋼與輥?zhàn)又g的結(jié)瘤物質(zhì),往往是直徑很小的顆粒,與爐輥的粘接能力不強(qiáng),必須發(fā)生帶鋼與輥?zhàn)又g產(chǎn)生滑動摩擦,使大量的小顆粒在高溫下受到搓揉和擠壓,才能使小顆粒聚集、結(jié)合變成大顆粒,增加與輥面的接觸面積,提高粘接性能;
c)大的顆粒要粘附到輥?zhàn)颖砻孢€必須要靠帶鋼與輥?zhàn)又g高的壓力才能實(shí)現(xiàn),同時需要爐輥表面有一定的粗糙度才能發(fā)生粘附效果;
d)爐輥結(jié)瘤有形成瘤核和聚集長大兩個過程,大量的顆粒不是一次性地粘附到輥?zhàn)颖砻娴模墙?jīng)過了粘附、脫落、再粘附……的過程,一旦有一個顆粒成功粘附到輥?zhàn)颖砻嬉院螅蜁蔀榻Y(jié)瘤核心,其他顆粒依附于瘤核的輥?zhàn)雍蛶т撓嗷ツΣ恋姆捶较颍湍軌虮容^方便地粘附到輥?zhàn)由希绱?/span>層層累就使得結(jié)瘤物質(zhì)進(jìn)一步積聚集長大;
e)結(jié)瘤顆粒粘接到爐輥表面以后,在高溫下反復(fù)受到帶鋼的擠壓,塑性和粘接性能提高,甚至與輥面發(fā)生輕微的熔融、焊合,就可以很牢固地與爐輥表面粘接在一起,在帶鋼表面形成麻點(diǎn)、壓印等缺陷。
正因?yàn)橐陨显颍攀沟脿t輥表面結(jié)瘤呈橢圓狀、慧尾狀甚至線狀,縱向排成列,方向一致,在瘤狀顆粒內(nèi)部可以層層剝離的現(xiàn)象。
下面對產(chǎn)生機(jī)理進(jìn)行詳述。
3 減小切向作用力的措施
要防止?fàn)t輥結(jié)瘤,可以從減小鋼帶與爐輥之間的正壓力、切向摩擦力和軸向摩擦力。這三方面的作用力中,正壓力是由張力產(chǎn)生的,是根據(jù)保證帶鋼正常運(yùn)行的工藝要求確定的,軸向摩擦力是帶鋼對中所必須的。為了防止?fàn)t輥結(jié)瘤,主要通過控制無效的切向摩擦力。下面分析無效切向摩擦力產(chǎn)生的原因和控制措施。
(1)由于帶鋼溫度變化造成的無效切向摩擦力
由于爐內(nèi)帶鋼不斷加熱升溫、冷卻降溫,就會出現(xiàn)顯著的熱脹冷縮現(xiàn)象,理論上每一處帶鋼的運(yùn)行速度都是不一致的,當(dāng)爐輥采用成組傳動時,一組內(nèi)各個爐輥運(yùn)行的速度基本一致,但帶鋼實(shí)際速度不一致,當(dāng)然會造成帶鋼與爐輥表面的摩擦。
以加熱區(qū)為例,如果帶鋼的熱膨脹系數(shù)為α=11.7×10-1,帶鋼速度為250米/分,帶鋼在一個Pass上前后溫差為50℃,可以算出在此Pass內(nèi)帶鋼將伸長13.05mm,如果以這組入口處的輥?zhàn)訛榛鶞?zhǔn),帶鋼與輥?zhàn)颖砻嫠俣纫恢拢瑒t帶鋼每經(jīng)過一個Pass就要在輥?zhàn)颖砻婊瑒?/span>13.05mm,累積到這組出口的數(shù)據(jù)是很大的。
為了防止這種現(xiàn)象的發(fā)生,對于帶鋼溫差較大的加熱區(qū)、冷卻區(qū)的爐輥必須采用單獨(dú)傳動控制,在各個爐輥的轉(zhuǎn)動速度中引入帶鋼溫度模型控制。
(2) 由于帶鋼速度變化造成的無效切向摩擦力
生產(chǎn)線速度必須隨著產(chǎn)品工藝的要求進(jìn)行調(diào)整。生產(chǎn)線加速或減速時,如果速度變化太快,就會在爐輥與帶鋼之間產(chǎn)生摩擦傾向,因此必須將加速度模式進(jìn)行改進(jìn),將線性加速度改為逐漸增加或逐漸減小的二次方加速度。
(3)由于爐輥造成的無效切向摩擦力
要將爐輥表面涂層的粗糙度控制在合適的范圍內(nèi),防止?fàn)t輥表面粗糙度過小或輥面狀況差粗糙度不均勻造成的帶鋼滑動;要保證爐輥輥型合理,防止因?yàn)樵O(shè)計(jì)或磨損后爐輥輥型不良,造成帶鋼在爐輥上的跑偏傾向。
特別需要防止?fàn)t輥振動。爐輥的設(shè)計(jì)標(biāo)準(zhǔn)允許有0.2mm的橢圓度,這一橢圓度造成的爐輥振動最大振幅為200μm,如果再加上安裝精度、爐輥彎曲等因素帶來的影響,振幅極易超過300μm。有經(jīng)驗(yàn)表明,當(dāng)振幅大于300μm時,振動造成的帶鋼與爐輥的摩擦加劇,如果存在結(jié)瘤物質(zhì)粉末的話,就有可能造成結(jié)瘤。
(4) 生產(chǎn)線運(yùn)轉(zhuǎn)過程中控制無效切向摩擦力
在這方面首鋼京唐的經(jīng)驗(yàn)是,嚴(yán)格監(jiān)控爐輥速度和轉(zhuǎn)矩波動情況,及時處理異常波動。在 PDA 中將爐區(qū)所有輥?zhàn)拥乃俣群娃D(zhuǎn)矩值加入監(jiān)控,記錄生產(chǎn)不同規(guī)格帶鋼時各個爐輥的速度、轉(zhuǎn)矩波動情況,找出其中存在波動異常的輥?zhàn)樱{(diào)整其前后的張力設(shè)定,控制規(guī)格變化時的張力調(diào)整幅度,以最大限度地減小波動。
在維修時針對每個輥?zhàn)拥木唧w情況進(jìn)行處理,消除導(dǎo)致周期性波動的因素。電氣專業(yè)采取重新校準(zhǔn)爐輥的附加摩擦轉(zhuǎn)矩補(bǔ)償值、將帶鋼自重加到爐輥轉(zhuǎn)動慣量補(bǔ)償內(nèi)、增加爐輥測速編碼器等措施。
某公司高強(qiáng)鋼汽車板連退線在穩(wěn)定生產(chǎn)一般性能的產(chǎn)品,開始試產(chǎn)高強(qiáng)鋼時,發(fā)生了大量麻點(diǎn)缺陷。經(jīng)過對退火爐檢修,發(fā)現(xiàn)爐輥大面積結(jié)瘤,是由于爐輥結(jié)瘤復(fù)制到了帶鋼表面形成了麻點(diǎn)缺陷。
1 麻點(diǎn)缺陷形貌
麻點(diǎn)主要出現(xiàn)在帶鋼的邊部,平行于生產(chǎn)線的軋制方向排列,呈凹陷、圓滑的界面形貌,也有一定的方向性,在帶鋼的長度方向上呈彗星狀,直徑為20~30um 左右。可見這種麻點(diǎn)是由于異物硌傷造成的。

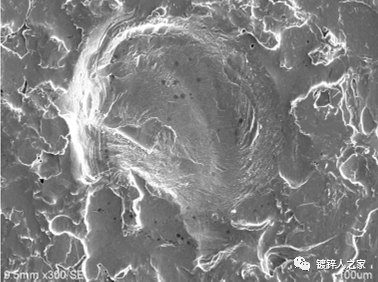
圖 帶鋼表面麻點(diǎn)形貌
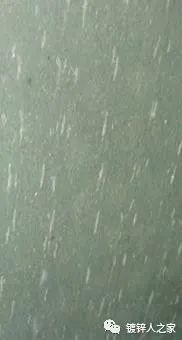
2 爐輥表面結(jié)瘤情況
通過對爐輥表面情況進(jìn)行檢查發(fā)現(xiàn),在爐子的均熱段、緩冷段和快冷段爐輥都存在結(jié)瘤現(xiàn)象,其中以均熱段爐輥結(jié)瘤最為嚴(yán)重。爐輥結(jié)瘤形貌見圖,可見與帶鋼表面的麻點(diǎn)形態(tài)類似。
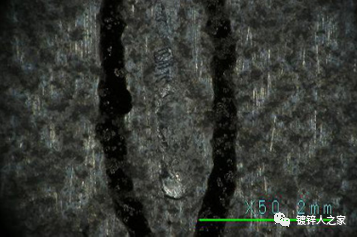

圖 爐輥結(jié)瘤形貌
3 結(jié)瘤物成分分析
為了找到結(jié)瘤產(chǎn)生的根本原因,對結(jié)瘤物不同部位進(jìn)行了能譜分析。
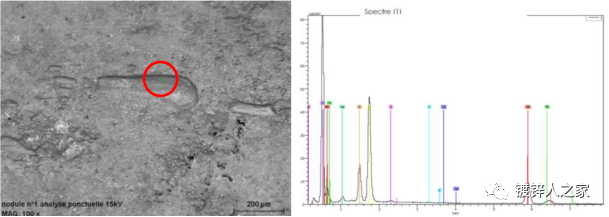
圖 4 1#試樣光學(xué)顯微照片和能譜
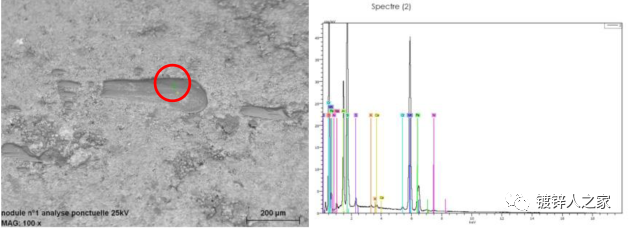
圖 5 2#試樣光學(xué)顯微照片和能譜分析
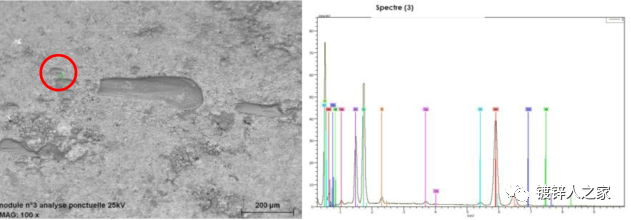
圖 6 3#試樣光學(xué)顯微照片和能譜分析
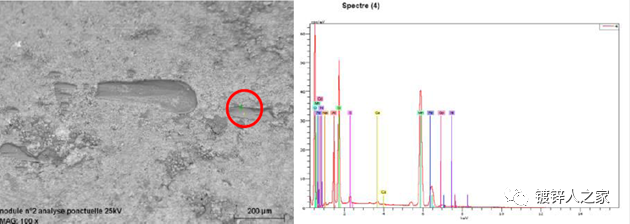
圖 7 4#試樣光學(xué)顯微照片和能譜分析表
4 結(jié)瘤物來源分析
對各個檢測點(diǎn)的成分?jǐn)?shù)據(jù)匯總?cè)?/span>下表所示。

可見結(jié)瘤物質(zhì)成分比較復(fù)雜,不同區(qū)域成分差異很大,但總體上主要成分有Mn、Si、Al、Fe、Na、Cr、O 元素。這些元素中,如此高的Mn只可能來自帶鋼的合金成分。其它的Na可能來自前處理,Cr可能來自爐輥,Si、Al可能來自爐內(nèi)耐火材料以外,但即便如此,還是來自帶鋼合金成分的可能性比較大。因此,雖然有多種因素可能造成爐輥結(jié)瘤,但本案例還是以帶鋼的合金成分為主。
5 原理分析
帶鋼的主要成分應(yīng)該是Fe,但為什么分析的結(jié)果中Fe不高,還是認(rèn)定為帶鋼成分呢?這是因?yàn)楦邚?qiáng)鋼內(nèi)合金元素優(yōu)先氧化的原因。
高強(qiáng)鋼含有很高的Mn、Si、Al、Cr,在帶鋼溫度達(dá)到800℃,保護(hù)氣體成分為5%~8%H2,露點(diǎn)為-30℃的條件下,這些合金元素都處于氧化狀態(tài),而Fe處于還原狀態(tài),這就是選擇性氧化。發(fā)生選擇性氧化的結(jié)果就使得合金元素在帶鋼的表面發(fā)生聚集,如下圖所示,某公司在生產(chǎn)兩種不同的高強(qiáng)鋼產(chǎn)品時,在帶鋼表面出現(xiàn)了非常明顯的Mn的聚集,表面氧化物主要以這些合金元素為主,含Fe量很低。
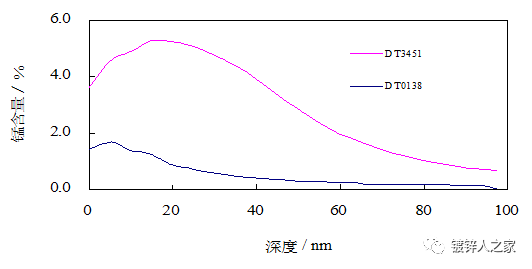
一旦帶鋼表面發(fā)生氧化,加上帶鋼與爐輥之間的滑動和壓力作用,就會使得帶鋼表面的氧化物粘附到爐輥表面,并聚集成顆粒,產(chǎn)生爐輥結(jié)瘤問題。
6 問題的解決
為了解決這個問題,除了與其他類型的爐輥結(jié)瘤一樣,需要防止帶鋼與爐輥的滑動以外,主要從防止帶鋼的氧化方面入手。
根據(jù)國外先進(jìn)企業(yè)的生產(chǎn)經(jīng)驗(yàn),生產(chǎn)高強(qiáng)鋼時爐內(nèi) O2含量一般控制在25-35ppm 以下,而本案例實(shí)際數(shù)據(jù)超過了這一范圍,為了嚴(yán)格控制爐內(nèi)的 O2含量,聘請國外專家對整個爐區(qū)進(jìn)行了泄漏點(diǎn)檢測,對發(fā)現(xiàn)的漏點(diǎn)利用停車檢修逐一封堵。
機(jī)械專業(yè)還進(jìn)行了輻射管泄漏的檢查,并實(shí)施了電機(jī)標(biāo)高校準(zhǔn)、聯(lián)軸器檢查更換、爐輥操作側(cè)潤滑脂泄漏控制、分析過濾網(wǎng)成分和清理氮?dú)膺^濾器等措施。通過采取這些措施,使得爐內(nèi) O2含量控制在了30-40ppm。
同時,對爐內(nèi)的氣氛進(jìn)行了控制,加大了爐子底部保護(hù)氣體的投入和頂部廢氣的排放,確保爐內(nèi)氣體的露點(diǎn)處于-40℃~-50℃。當(dāng)然,對爐內(nèi)的清理和爐輥的修磨也是必不可少的。
經(jīng)過多方面的努力,最終因爐輥結(jié)瘤造成的壓印缺陷比例大幅度下降,成為了影響產(chǎn)品質(zhì)量的次要因素。
五、爐輥結(jié)瘤原因綜合分析案例
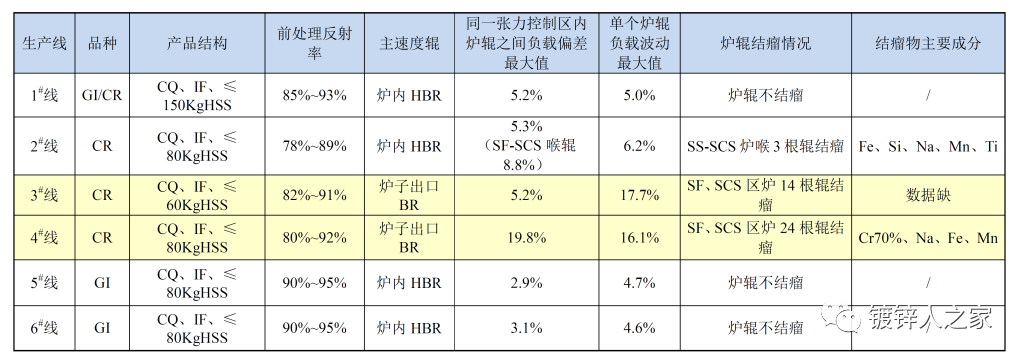
1 結(jié)瘤缺陷情況
2 造成爐輥結(jié)瘤的根本原因分析
3 解決問題的措施
相關(guān)文章:
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.998abcd.com/Steel-Knowledge/1621996141.html
|