
G20Cr2Ni4A在軋機滲碳軸承套圈應用廣泛,滲碳一次淬火在軸承行業(yè)一直沿襲傳統(tǒng)工藝,滲碳后一次淬火采用油介質(zhì)進行淬火。油淬火油煙對環(huán)境的污染大、而且存在著火的危險。本研究滲碳一次淬火改用水劑介質(zhì)并調(diào)整了滲碳及高溫回火的部分工藝,不僅解決了環(huán)境污染和著火的危險同時保證軸承套圈滲碳淬火及高溫回火后的性能不低于油淬火。此工藝經(jīng)過一年的批量生產(chǎn)驗證效果良好。
1.G20Cr2Ni4A鋼的化學成分
G20Cr2Ni4A鋼制試驗用軸承套圈的化學成分見表1。
表1 G20Cr2Ni4A鋼的化學成分(質(zhì)量分數(shù))(%)

2.水劑的冷卻曲線
配制不同濃度的水劑,其冷卻曲線件如圖1~圖4所示。
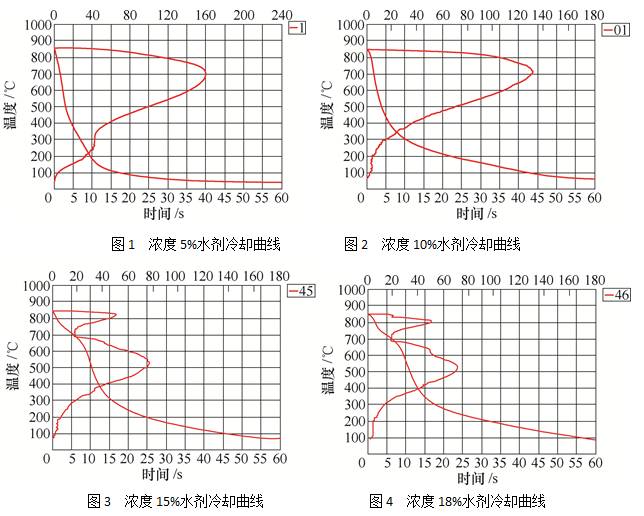
經(jīng)過對比冷卻曲線15%及18%的水劑的冷卻速均度接近油的冷卻曲線,理論上分析此濃度的水劑進行滲碳一次淬火可以保證不出淬火裂紋。考慮生產(chǎn)成本選用濃度15%的水劑溶液進行滲碳一次淬火試驗。
3.試驗工藝
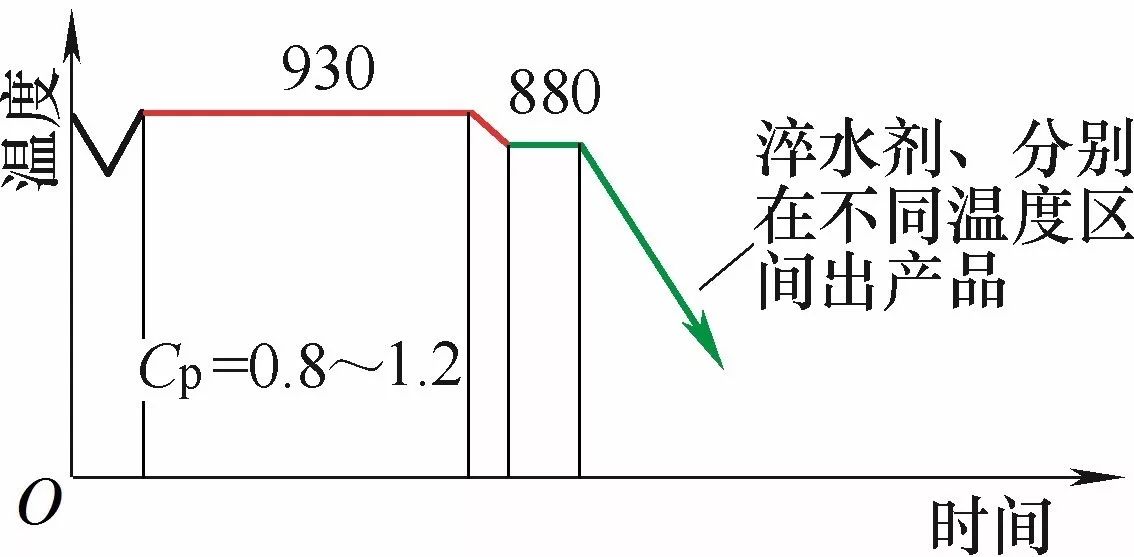
原滲碳一次淬火淬油工藝見圖5;考慮到淬水劑應力大,滲碳一次淬火淬水劑工藝設計見圖6。
由于水劑低溫階段的冷速相對比油大。試驗工藝設計在水劑中冷到軸承試驗零件表面溫度到以下五個溫度段后出水劑空冷至室溫。五個溫度段分別為300~350℃、250~300℃、150~250℃、80~150℃、80℃-室溫。軸承試驗零件按軸承形狀加工,有效壁厚與軸承相當,外徑小于軸承套圈(外徑400mm),試驗零件分五架裝入同一滲碳爐滲碳,五架依次分別出爐淬水劑,出水劑表面溫度用紅外槍測量。每架裝試驗軸承零件至少兩件。
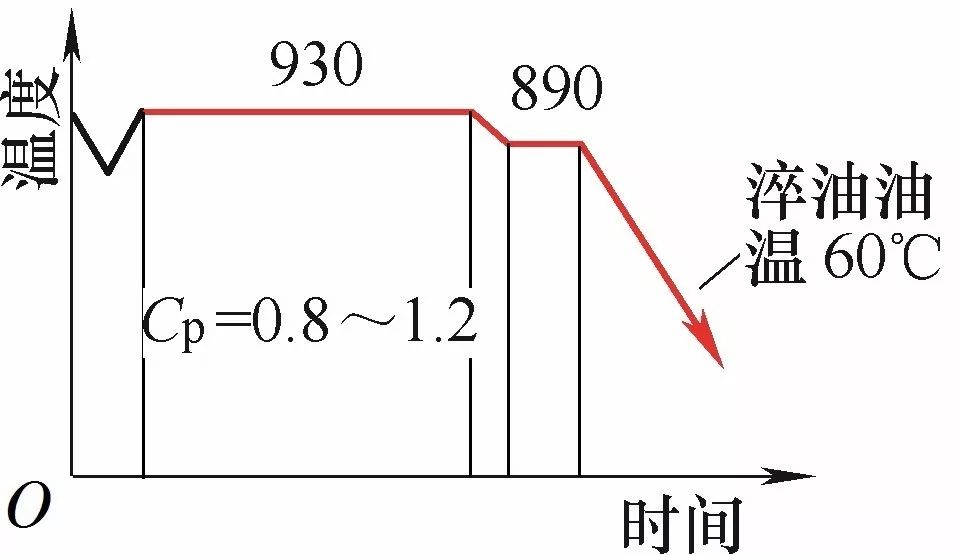
圖5 滲碳及一次淬火淬油的工藝
由于高溫階段水劑冷速快,淬火后殘留奧氏體量會增加,對高溫回火工藝進行改進。每一溫度范圍的出水劑軸承試驗零件分兩組分別按原高溫回火工藝及改進后高溫回火工藝進行回火。
原高溫回火工藝:
第一次:580℃×6h,空冷。
第二次:650 ℃×6h,空冷。
改進后高溫回火工藝:
第一次:620℃×6h,空冷。
第二次:680℃×6h,空冷。
滲碳一次淬水劑高溫回火后后表面組織、裂紋及表面硬度檢驗結果見表2。
表2 滲碳一次淬水劑高溫回火后后表面組織、裂紋及表面硬度檢驗結果

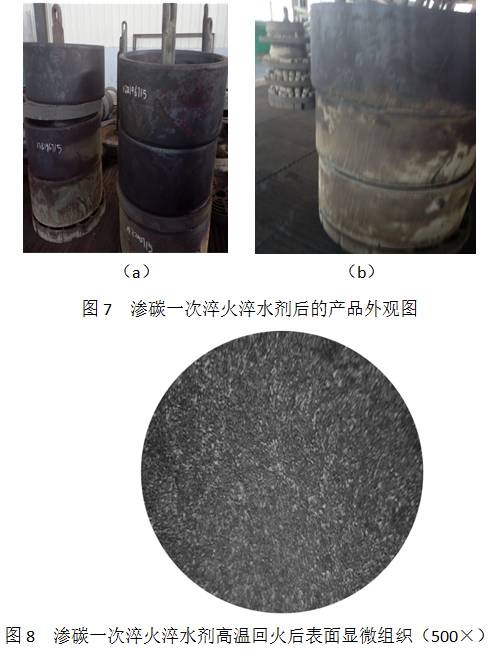
根據(jù)試驗結果,可以看出水劑溫度為150~250℃,高溫回火選用工藝二比較理想。按選定的滲碳工藝、水劑濃度(15%)、出水劑溫度(150~250℃)、高溫回火工藝進行一年的連續(xù)批量生產(chǎn),沒有出現(xiàn)裂紋、硬度及組織不合格的情況,車間環(huán)境明顯改善。軸承零件正常生產(chǎn)時滲碳一次淬火淬水劑后的產(chǎn)品外觀圖見圖7,高溫回火后表面顯微組織見圖8。
產(chǎn)品出水劑溫度過高在后續(xù)的空冷過程中冷速過慢會造成次表層出現(xiàn)針狀組織;產(chǎn)品出水劑溫度過低在低溫區(qū)冷速過快淬火應力過大當淬火應力大于材料的強度時便產(chǎn)生淬火裂紋。由于水劑淬火高溫區(qū)的整體冷卻速度大于油的冷卻速度淬火后殘留奧氏體量增多,所以按以前油淬火后的高溫回火工藝殘留奧氏體會超標,提高高溫回火溫度后回火組織合格。
4.結語
(1)15%的水劑可以應用在G20Cr2Ni4A鋼制軸承套圈的滲碳一次淬火中。
(2)15%的水劑淬火可以保證G20Cr2Ni4A鋼制軸承套圈不出裂紋及組織硬度合格。
(3)水劑淬火應用在軸承套圈滲碳一次淬火上解決了油煙污染及著火的危險。
(4)水劑淬火可以改善車間工作環(huán)境。是一種比較環(huán)保的淬火介質(zhì)。
作者:李檢貴,孫偉,康風波
單位:洛陽軸研科技股份有限公司
來源:《金屬加工(熱加工)》雜志

| |