
一,表面粗糙度/表面光潔度定義
國家標準主要術語及定義
本資料給出的參數符合GB/T 3505-2000《產品幾何技術規范表面結構 輪廓法 表面結構的述語、定義及參數》。
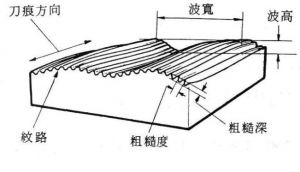
圖一:放大n倍后的工件截面/表面粗糙度及輪廓:
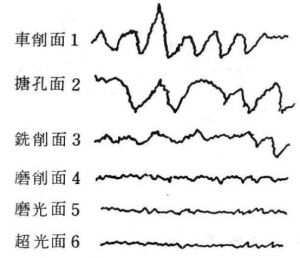
圖二:各種加工方法能得到的表面光度:
表面粗糙度關鍵技術術語:
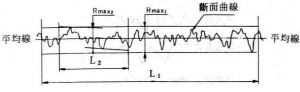
(1)表面粗糙度: 取樣長度L: 取樣長度是用于判斷和測量表面粗糙度時所規定的一段基準線長度,它在輪廓總的走向上取樣。
(2)表面粗糙度: 評定長度Ln:由于加工表面有著不同程度的不均勻性,為了充分合理地反映某一表面的粗糙度特性,
規定在評定時所必須的一段表面長度,它包括一個或數個取樣長度,稱為評定長度Ln。
(3)表面粗糙度: 輪廓中線(也有叫曲線平均線)M
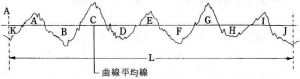
輪廓中線M是評定表面粗糙度數值的基準線。
評定參數及數值:國家規定表面粗糙度的參數由高度參數、間距參數和綜合參數組成。
表面粗糙度高度參數共有三個:
(1)輪廓算術平均偏差Ra :
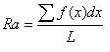
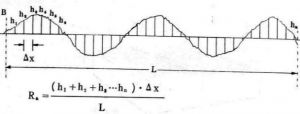
在取樣長度l內,輪廓偏距絕對值的算術平均值。
(2)微觀不平度十點高度Rz
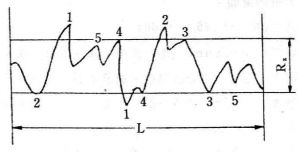
在取樣長度內最大的輪廓峰高的平均值與五個最大的輪廓谷深的平均值之和。
(3)輪廓最大高度Ry
在取樣長度內,輪廓峰頂線和輪廓谷底線之間的距離。表面粗糙度間距參數共有兩個:
(4)輪廓單峰平均間距S 兩相鄰輪廓單峰的最高點在中線上的投影長度Si,稱為輪廓單峰間距,在取樣長度內,輪廓單峰間距的平均值,就是輪廓單峰平均間距。
(5)輪廓微觀不平度的平均間距Sm,含有一個輪廓峰和相鄰輪廓谷的一段中線長度Smi,稱輪廓微觀不平間距。
表面粗糙度綜合參數:
(6)輪廓支承長度率tp 輪廓支承長度率就是輪廓支承長度np與取樣長度L之比。
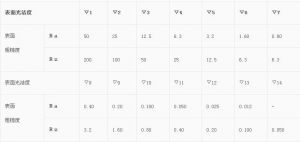
另附:表面光潔度與粗糙度Ra、Rz數值換算表(單位:μm)
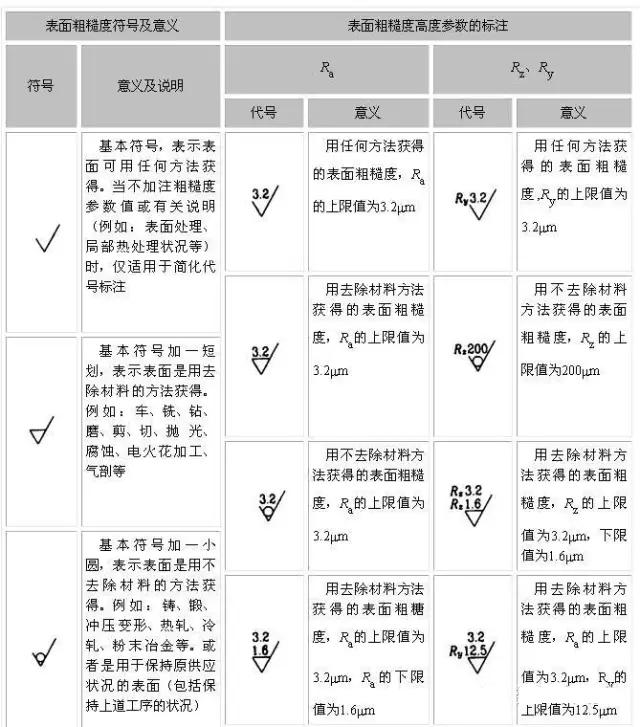
表面粗糙度符號
表面粗糙度
surface roughness
加工表面上具有的較小間距和峰谷所組成的微觀幾何形狀特性。它是互換性研究的問題之一。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工過程中刀具與零件表面間的摩擦、切屑分離時表面層金屬的塑性變形以及工藝系統中的高頻振動等。由于加工方法和工件材料的不同,被加工表面留下痕跡的深淺、疏密、形狀和紋理都有差別。表面粗糙度與機械零件的配合性質、耐磨性、疲勞強度、接觸剛度、振動和噪聲等有密切關系,對機械產品的使用壽命和可靠性有重要影響。
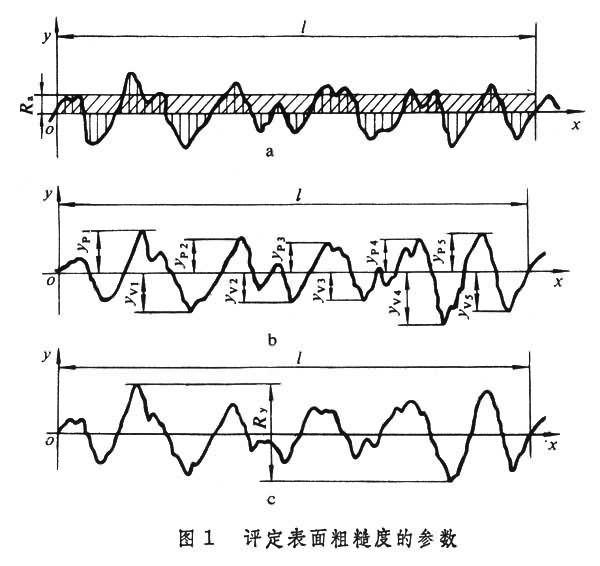
評定參數 通常采用下列參數之一來定量評定表面粗糙度。
① 輪廓算術平均偏差R:在取樣長度 內輪廓偏距絕對值的算術平均值(圖1a[評定表面粗糙度的參數]
內輪廓偏距絕對值的算術平均值(圖1a[評定表面粗糙度的參數]
)。 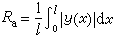 或近似為
或近似為 式中輪廓偏距
式中輪廓偏距 指在測量方向上輪廓點與基準線之間的距離
指在測量方向上輪廓點與基準線之間的距離 基準線為輪廓的最小二乘中線
基準線為輪廓的最小二乘中線 。這條線劃分輪廓并使其在取樣長度內輪廓偏離該線的平方和為最小。
。這條線劃分輪廓并使其在取樣長度內輪廓偏離該線的平方和為最小。
② 微觀不平度十點高度R:在取樣長度內5個最大的輪廓峰高的平均值與 5個最大的輪廓谷深的平均值之和(圖1b[評定表面粗糙度的參數]
)。 式中是第
式中是第 個最大的輪廓峰高,是第個最大的輪廓谷深。
個最大的輪廓峰高,是第個最大的輪廓谷深。
③ 輪廓最大高度R:在取樣長度內輪廓峰頂線與輪廓谷底線之間的距離 (圖1c[評定表面粗糙度的參數]
)。中國國家標準GB1031-83對表面粗糙度參數R R和R分別規定了數值,分為兩個系列,一般應優先選用第1系列。表[
R和R分別規定了數值,分為兩個系列,一般應優先選用第1系列。表[ 數值(微米)]
數值(微米)]


數值(微米)" class=image>中為輪廓算術平均偏差R的數值。 用電子儀器或光學儀器測量出R、R和R的數值即可定量評定表面粗糙度。在實際生產中,經常憑人的視覺和觸感并用樣塊與被加工表面相比較來鑒定其粗糙度。標注方法 在零件圖上用符號標注加工表面的特征。 為基本符號,單獨使用這一符號是沒有意義的,加注參數值時表示表面可用任何方法獲得。
為基本符號,單獨使用這一符號是沒有意義的,加注參數值時表示表面可用任何方法獲得。 表示表面靠去除材料的方法獲得,如車、銑、磨、鉆和電火花加工等。
表示表面靠去除材料的方法獲得,如車、銑、磨、鉆和電火花加工等。 表示表面不用去除材料的方法獲得,如鑄造、沖壓和軋制等。規定表面粗糙度時除必須給出粗糙度參數值外,必要時還可規定表面加工紋理、加工方法等附加要求。圖2 [表面特征符號的標注]
表示表面不用去除材料的方法獲得,如鑄造、沖壓和軋制等。規定表面粗糙度時除必須給出粗糙度參數值外,必要時還可規定表面加工紋理、加工方法等附加要求。圖2 [表面特征符號的標注]
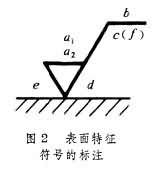
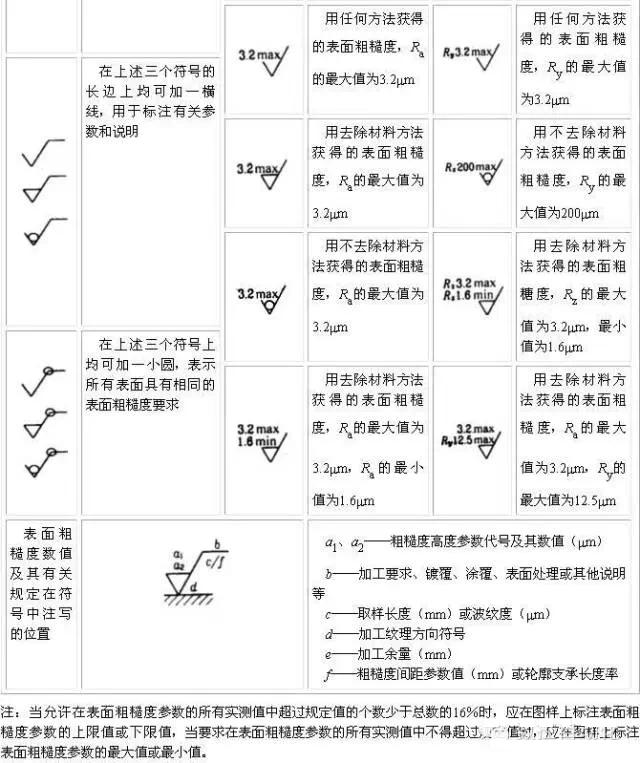
為表面特征符號標注的位置。標注參數R值時只標注數值,如 ;標注參數R值R值時需要標注出相應的符號,如
;標注參數R值R值時需要標注出相應的符號,如 、
、 。圖2[表面特征符號的標注]
。圖2[表面特征符號的標注]
中 、為粗糙度高度參數允許值(微米);
、為粗糙度高度參數允許值(微米); 為加工方法、鍍涂或其他表面處理;
為加工方法、鍍涂或其他表面處理; 為取樣長度(毫米);
為取樣長度(毫米); 為加工紋理方向符號;
為加工紋理方向符號; 為加工余量(毫米);
為加工余量(毫米); 為粗糙度間距參數值(毫米)或輪廓支承長度率。
為粗糙度間距參數值(毫米)或輪廓支承長度率。
表面光潔度 表面粗糙度的另一稱法。表面光潔度是按人的視覺觀點提出來的,而表面粗糙度是按表面微觀幾何形狀的實際提出來的。在表面粗糙度國家標準GB3505-83、GB1031-83頒布后,表面光潔度已改為表面粗糙度。
