
我公司在生產(chǎn)材料為20CrMoH的太陽(yáng)輪時(shí),遇到了一些問(wèn)題,看似簡(jiǎn)單但也值得注意。這里提供給同行與大家共享,還望各位有興趣的同行給予斧正。
1.技術(shù)要求
產(chǎn)品概述:太陽(yáng)輪,模數(shù)1.72mm,直徑約50mm,高度約60mm,材料為20CrMoH。
(1)技術(shù)要求
表面硬度為60~62HRC,心部硬度為35~45HRC。有效硬化層深度為0.5~0.7mm。組織:殘留奧氏體小于15%,碳化物0~1級(jí),馬氏體1~5級(jí),非馬組織深度小于0.02mm。
(2)國(guó)外客戶(hù)要求
金相組織檢測(cè)表層馬氏體組織中,殘留奧氏體的含量最多為:10%~15%;組織表面應(yīng)是天鵝絨狀的細(xì)紋晶粒、發(fā)暗,晶粒周?chē)坏糜袧B碳體;根據(jù)UNI3245,奧氏體晶粒大小5-8級(jí);表面脫碳的氧化層和屈氏體痕跡的最小層厚度(非馬氏體區(qū)域)允許最大15~20μm。
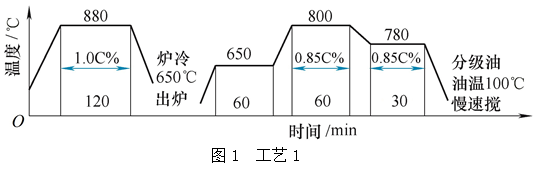
2.工藝曲線
工藝1曲線如圖1所示,使用設(shè)備是天龍生產(chǎn)的多用爐,型號(hào)為RM9-75/130/75-5-TL。淬火冷卻介質(zhì)使用北京華立精細(xì)化工公司今禹等溫分級(jí)淬火油,型號(hào)Y35-Ⅱ。
3.出爐檢測(cè)結(jié)果
組織如圖2~圖4所示。表面硬度60、62HRC,表面非馬組織無(wú)論齒面、齒頂、齒根都小于0.02mm(如圖3~圖5),有效硬化層0.59mm,馬氏體2級(jí)(見(jiàn)圖3),殘留奧氏體小于15%(見(jiàn)圖3),符合客戶(hù)要求;但是心部鐵素體5級(jí)(見(jiàn)圖2)、硬度25、26HRC,碳化物3級(jí)(見(jiàn)圖4)超出客戶(hù)要求。
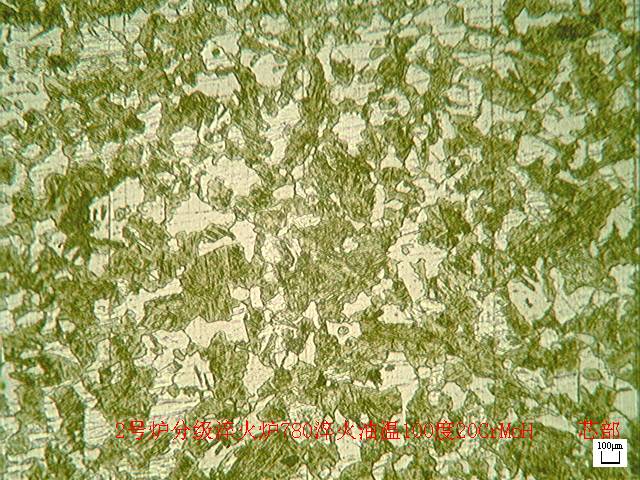
圖2 心部(400×)

圖3 齒面(400×)

圖4 齒頂(400×)

圖5 齒根(400×)
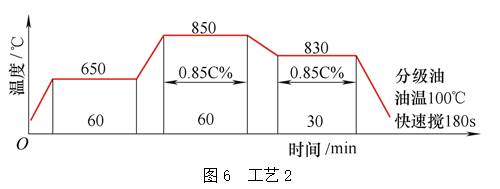
4.二次淬火工藝曲線
工藝1曲線如圖6所示,使用設(shè)備為天龍生產(chǎn)的多用爐,型號(hào):RM9-75/130/75-5-TL。淬火油使用的是北京華立精細(xì)化工公司今禹等溫分級(jí)淬火油,型號(hào)Y35-Ⅱ。
5.不合格產(chǎn)品按工藝2進(jìn)行二次淬火試驗(yàn)
組織如圖7~圖10所示。表面硬度為60HRC、62HRC,表面非馬組織小于0.02mm(見(jiàn)圖8齒面、圖9齒頂、圖10齒根),馬氏體2級(jí)(見(jiàn)圖8),殘留奧氏體15%(見(jiàn)圖8),符合客戶(hù)要求;但是有效硬化層0.75mm,心部鐵素體4級(jí)(見(jiàn)圖7心部)、硬度33HRC、35HRC,碳化物2級(jí)(見(jiàn)圖9)超出客戶(hù)要求。

圖7 心部(400×)
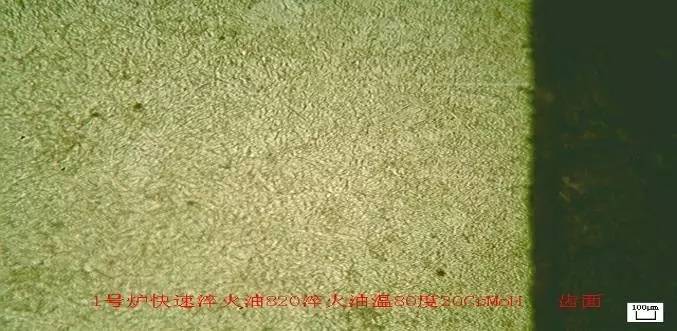
圖8 齒面(400×)

圖9 齒頂(400×)

圖10 齒根(400×)
6.重新調(diào)整工藝試驗(yàn)
新工藝如圖11所示。
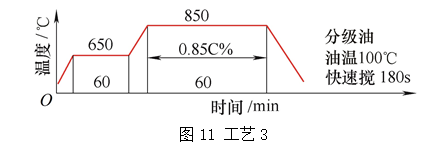
新工藝結(jié)果:心部為板條馬氏體加少量的貝氏體組織如圖12所示;齒面為馬氏體組織如圖13所示,三級(jí);齒頂碳化物1級(jí),為彌散顆粒狀碳化物如圖14所示;齒根為馬氏體組織如圖15所示,三級(jí),心部硬度43HRC,結(jié)果完全符合外商的要求。
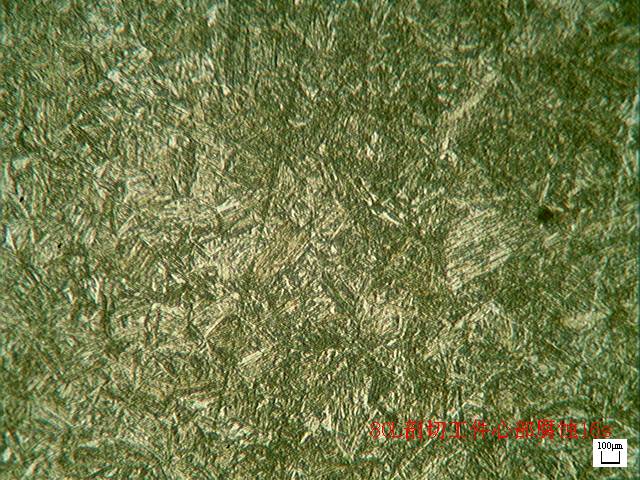
圖12 心部 (400×)

圖13 齒面(400×)
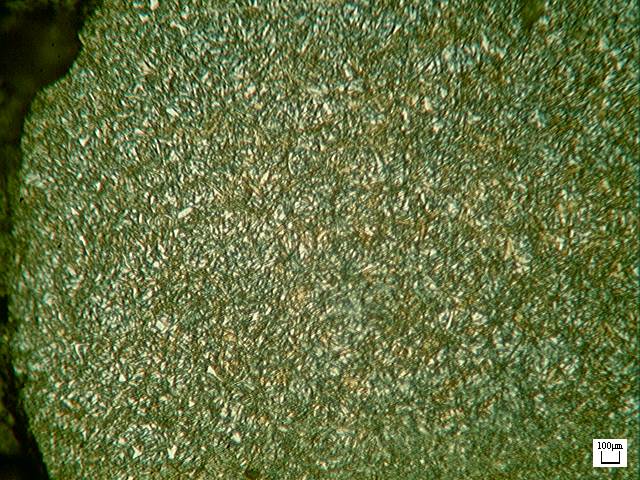
圖11 齒頂(400×)
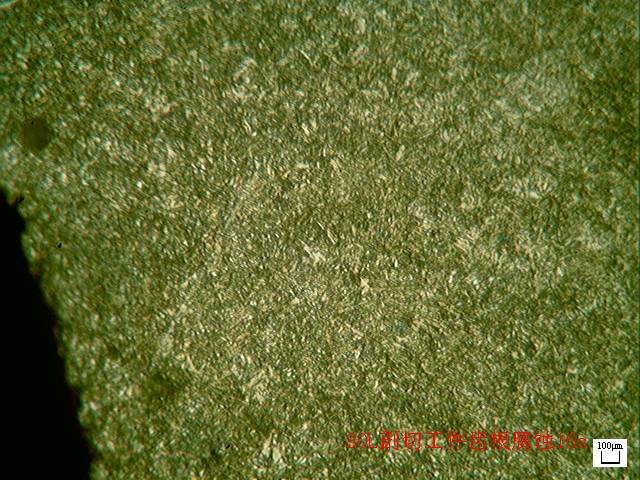
圖12 齒根(400×)
7.結(jié)果分析
在此之前我們?cè)?jīng)在分級(jí)油中試驗(yàn)過(guò)模數(shù)為3~3.5mm的行星輪,工藝為強(qiáng)滲溫度900℃,淬火溫度為800℃,結(jié)果都能滿(mǎn)足客戶(hù)要求,故在生產(chǎn)模數(shù)為1.72mm的太陽(yáng)輪時(shí)為了在滿(mǎn)足產(chǎn)品圖要求的同時(shí)進(jìn)一步減小熱處理變形,將淬火溫度降至780℃后,結(jié)果出現(xiàn)了第三段中所述的問(wèn)題。
分析認(rèn)為心部硬度低和鐵素體超標(biāo)主要是因?yàn)樵陔p向區(qū)淬火有未溶的鐵素體和先共析鐵素體存在導(dǎo)致。碳化物超標(biāo)主要是淬火溫度低,表面碳勢(shì)又過(guò)高,在緩慢降溫過(guò)程中飽和的碳在奧氏體晶界析出,導(dǎo)致淬火時(shí)碳化物超標(biāo)。
為此,我們制定了二次淬火工藝(見(jiàn)圖6)重新試驗(yàn),結(jié)果如第五段所述,有效硬化層超標(biāo)可以理解,因?yàn)槎未慊?50℃增加了一個(gè)小時(shí)的保溫時(shí)間,超標(biāo)自在情理之中,碳化物超標(biāo)但是比一次淬火時(shí)好了許多,為什么呢?我們認(rèn)為是因?yàn)?50℃保溫時(shí)間短、溫度低,一次淬火析出的碳化物來(lái)不及完全溶解,導(dǎo)致二次淬火后碳化物仍然殘留而超標(biāo)。另外,還有粗大的碳化物比細(xì)小的碳化物要難溶,粒狀碳化物比片狀碳化物難溶,所以滲碳后的過(guò)共析的部分加熱溫度即使高于Acm,組織中也可以存在未溶的碳化物。心部鐵素體超標(biāo)我們認(rèn)為是因?yàn)楣ぜ?shù)太小,淬火溫度較低,出爐淬火過(guò)程中,中間運(yùn)行時(shí)間過(guò)長(zhǎng),在淬火之前降溫過(guò)多導(dǎo)致心部溫度進(jìn)入雙向區(qū)所致。
經(jīng)過(guò)此次生產(chǎn),我們認(rèn)為小模數(shù)滲碳淬火產(chǎn)品,淬火溫度的控制應(yīng)謹(jǐn)慎,不能一味的為滿(mǎn)足心部硬度而降低淬火溫度,一定要考慮小模數(shù)產(chǎn)品出爐過(guò)程中由于結(jié)構(gòu)的原因溫降過(guò)快對(duì)心部硬度和組織的影響。
作者:張同保
單位:江蘇匯九齒輪有限公司熱處理部
來(lái)源:《金屬加工(熱加工)》雜志
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.998abcd.com/Steel-Knowledge/Carburizing-and-quenching-process-of-small-module-carburized-gear.html
|