
無(wú)損檢測(cè)(NDT)之:磁力檢測(cè)
關(guān)于鋼管,無(wú)縫鋼管,焊接鋼管,精密鋼管 等鋼材的無(wú)損檢測(cè)(NDT),本站之前發(fā)表過(guò):渦流探傷原理 鋼材焊縫無(wú)損探傷四種方法比較 無(wú)損檢測(cè)新標(biāo)準(zhǔn)羅列 鍋爐鋼管等壓力容器的無(wú)損探傷介紹 無(wú)損檢測(cè)(NDT)之VT和UT的對(duì)比 今天我們?cè)賮?lái)一起學(xué)習(xí)學(xué)習(xí) 鋼材的磁力檢測(cè)方面的相關(guān)知識(shí)。
磁力檢測(cè)屬于無(wú)損檢測(cè)范疇里的表面及近表面檢測(cè)技術(shù)。表面及近表面檢測(cè)方法有磁力檢測(cè)、滲透檢測(cè)和渦流檢測(cè)等方法。本期講述磁力檢測(cè)。磁力檢測(cè)是通過(guò)對(duì)鐵磁性材料進(jìn)行磁化,在缺陷部位所產(chǎn)生的漏磁場(chǎng)來(lái)發(fā)現(xiàn)表面或近表面缺陷的無(wú)損檢測(cè)方法。包括磁粉檢測(cè)、漏磁檢測(cè)(磁敏探頭法)和錄磁檢測(cè)等方法。
一、磁力檢測(cè)原理與磁化方法
工件在磁場(chǎng)中被磁化后,缺陷部位產(chǎn)生漏磁磁場(chǎng);在被檢物上撒上磁粉,缺陷部位磁粉附著痕跡與非缺陷部位明顯不同,從而顯示出缺陷。
磁粉檢測(cè)只適用于鐵磁材料(鐵、鎳、鈷及其合金等);鐵磁材料上非磁性涂層厚度小于 50μm 時(shí),對(duì)磁粉檢測(cè)靈敏度影響很小。
缺陷長(zhǎng)度方向與磁場(chǎng)方向的垂直度,是磁粉檢測(cè)的重要條件。
磁場(chǎng)強(qiáng)度H(A/M)與材料中產(chǎn)生的磁感應(yīng)強(qiáng)度(磁通密度)B 的關(guān)系為:
B=μH
式中
μ——磁導(dǎo)率(H/m)
電流與磁場(chǎng)強(qiáng)度的關(guān)系為:
H=0.16I/R , 通電圓柱形導(dǎo)體表面
H=0.16I·r/R2 ,通電圓柱形導(dǎo)體內(nèi)部
H=0.32πNIcosα/L , 螺管線圈中心
式中
I ——電流(A)
R——導(dǎo)體外表面距導(dǎo)體中心距離(m)
r ——導(dǎo)體內(nèi)部距導(dǎo)體中心距離
L——線圈長(zhǎng)度(m)
α——線圈對(duì)角線與軸線之間夾角
被檢物周向與縱向磁化方法列于表1 中。原理如圖 1所示。
▼表1 周向與縱向磁化方法
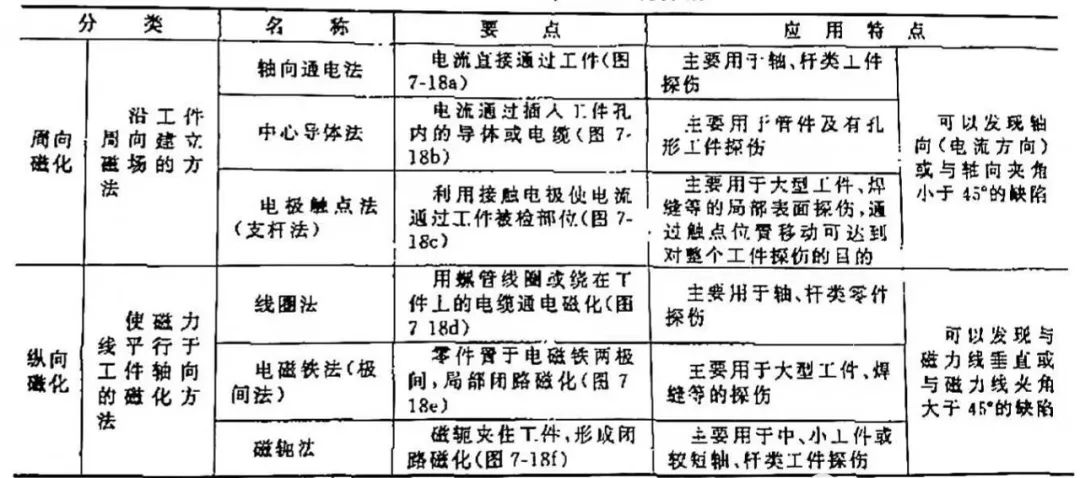
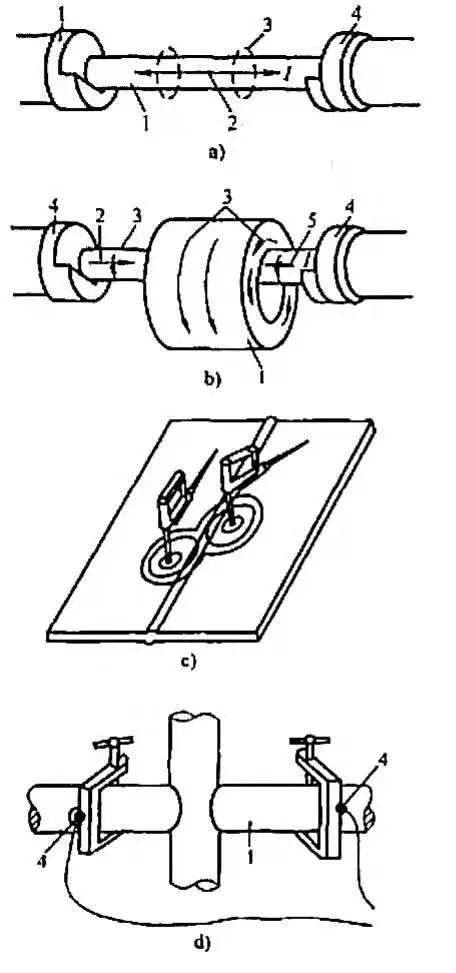
▲圖1 周向和縱向磁化方法
a)軸向通電法 b)中心導(dǎo)體法 c)電極觸電法
d)線圈法 e)電磁鐵法 f)磁軛法
復(fù)合磁化能取得相互垂直的磁場(chǎng);示例如圖2 所示。它至少需要一個(gè)交流磁場(chǎng)
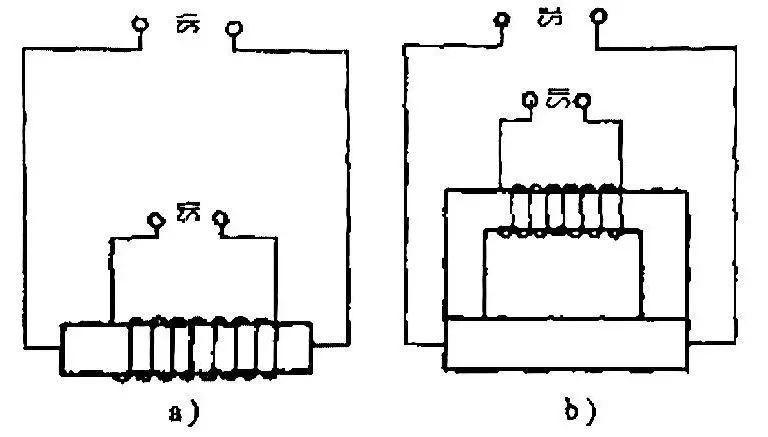
▲圖2 復(fù)合磁化法示例
(至少有一個(gè)交流磁場(chǎng))
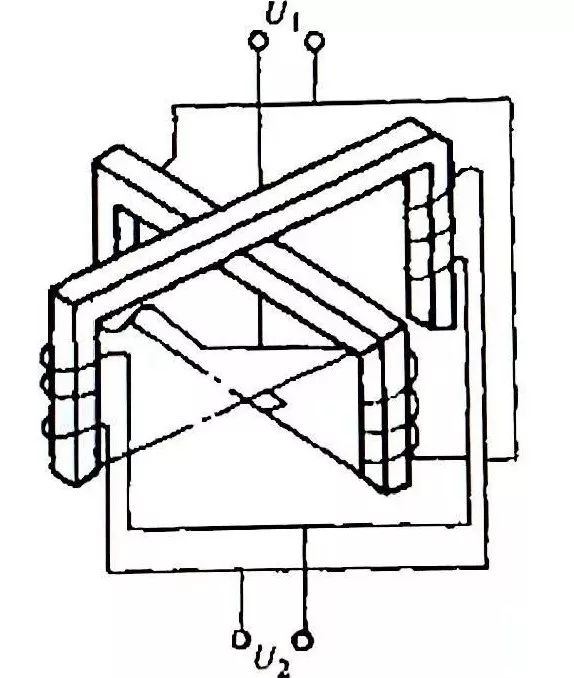
▲圖3 旋轉(zhuǎn)(磁場(chǎng))磁化法
按電源分類(lèi)有交流電磁化,直流線或整流電磁化。采用交流電可以實(shí)現(xiàn)復(fù)合磁化和電流法磁化。

▲安裝在生產(chǎn)現(xiàn)場(chǎng)暗室里的熒光磁粉探傷機(jī)
二、磁粉檢測(cè)過(guò)程與技術(shù)
在被檢物充磁狀態(tài)下敷粉檢測(cè),稱為連續(xù)法,
在被檢物充磁后敷粉檢測(cè),稱為剩磁法。
2.1 檢測(cè)靈敏度與靈敏度試片
磁粉檢測(cè)靈敏度是指可檢出缺陷的最小尺寸,即絕對(duì)靈敏度。
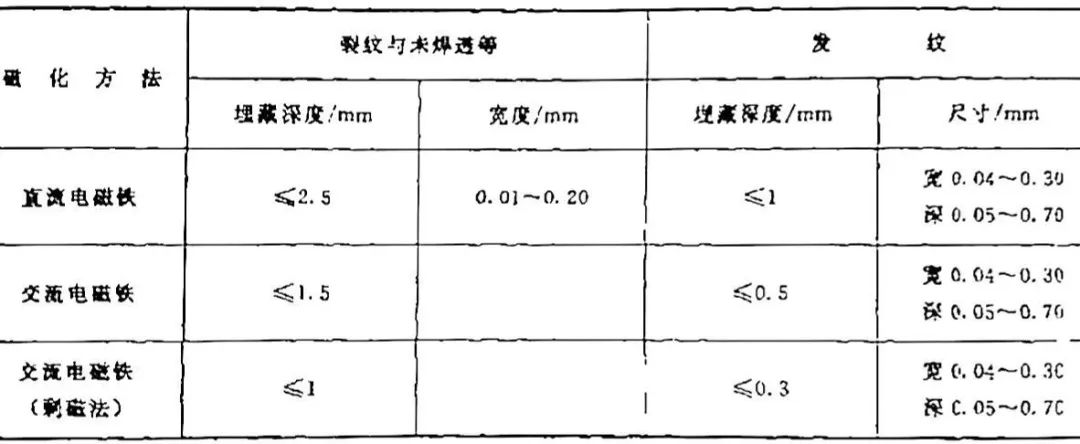
磁粉檢測(cè)靈敏度取決于磁化方法與規(guī)范、磁粉或磁懸浮液的性質(zhì)、被檢物材料特性及缺陷的位置等。一些磁化方法可達(dá)到的靈敏度見(jiàn)表2 。
▼表2 磁粉檢測(cè)靈敏度
有關(guān)檢測(cè)標(biāo)準(zhǔn)都對(duì)被檢物檢測(cè)靈敏度提出了明確要求,實(shí)際檢測(cè)中采用靈敏度標(biāo)準(zhǔn)試片或試塊校準(zhǔn),或驗(yàn)證被檢物檢測(cè)靈敏度,靈敏度試片(塊)還用于大致確定磁化電流值,用于考察被檢物各處磁場(chǎng)分布規(guī)律等。
A型標(biāo)準(zhǔn)試片為20mmX20mm薄片,上面刻有10mm的圓,圓內(nèi)刻有十字缺陷槽。A型試片規(guī)格與分類(lèi)見(jiàn)表3 。
▼表3 A型試片規(guī)格與分類(lèi)


▲直流標(biāo)準(zhǔn)環(huán)形試塊實(shí)物圖片

▲圖5 磁場(chǎng)指示器

▲磁場(chǎng)指示器實(shí)物圖片
2.2 檢測(cè)方法與磁化方法選擇
連續(xù)充磁時(shí)間長(zhǎng),磁化效果好。軟磁材料(軟鐵、低碳鋼、鐵鎳合金等)應(yīng)采用連續(xù)法檢測(cè)。剩磁大的被檢物,(如高碳鋼、潔凈表面硬化的結(jié)構(gòu)鋼等)可以采用剩磁法檢測(cè)。
剩磁法檢測(cè)靈敏度比連續(xù)法低,只適用于檢測(cè)表面缺陷,對(duì)近表面缺陷很不敏感。但剩磁檢測(cè)法效率高,適用于大批量的小件檢測(cè)。
被檢物形狀和預(yù)計(jì)的缺陷方向與磁場(chǎng)方向(H)垂直時(shí),檢測(cè)靈敏度最高。與磁場(chǎng)方向(H)平行時(shí)可能檢測(cè)不到缺陷。周向磁化法或縱向磁化法的選擇可參照表1。對(duì)長(zhǎng)度和重量超過(guò)探傷機(jī)技術(shù)指標(biāo)的被檢物,用分段繞電纜的方法進(jìn)行縱向檢測(cè)。換裝薄型被檢物用感應(yīng)電流法測(cè)其環(huán)狀缺陷。
若缺陷方向難以預(yù)計(jì)則應(yīng)對(duì)被檢物分別進(jìn)行縱向和橫向磁化,以免漏檢。對(duì)于大批量被檢物,生產(chǎn)中采用復(fù)合磁化或旋轉(zhuǎn)磁化,只需一次磁化工序即可實(shí)現(xiàn)全方位缺陷檢測(cè)。旋轉(zhuǎn)磁化主要用于焊縫和大型鑄鋼件檢測(cè)。
采用交流電磁化,檢測(cè)表面缺陷能力強(qiáng)而檢測(cè)出近表面缺陷的能力差。交流電用于剩磁法檢測(cè)時(shí)有剩磁不穩(wěn)定和偏小的情況,應(yīng)適當(dāng)加大磁化電流和采用斷電相位器穩(wěn)定剩磁,以免漏檢。
直流電磁化可檢出近表面缺陷,直流磁化電流已被單相半波和三相全波整流所替代。單相半波整流磁化具有直流電的滲透性(可檢測(cè)較深的近表面缺陷)和交流的脈動(dòng)性(攪動(dòng)干磁粉,有利于磁粉流動(dòng),從而提高檢測(cè)靈敏度的特點(diǎn))。三相全波整流電具有直流電磁化滲透深與脈動(dòng)性小的特點(diǎn),并可提供高強(qiáng)度磁化電流,故適用于大型鍛件、鑄件毛坯以及焊接構(gòu)件的檢測(cè),有利于發(fā)現(xiàn)表層下氣孔與夾雜物等。三相全波整流與直流電類(lèi)似,具有退磁困難的特點(diǎn)。
2.3 預(yù)處理
被測(cè)工件磁性檢測(cè)前要去除表面的油脂、涂料及鐵銹等贓物,以免影響檢測(cè)效果。用于干粉檢測(cè)時(shí)被測(cè)工件表面干燥。
2.4 磁化規(guī)范
2.4.1 磁化電流
為保證被檢物表面及近表面缺陷漏磁場(chǎng)聚集磁粉,不論采用何種磁化方式,被檢物磁化后最終都應(yīng)保證:
連續(xù)法,B>0.6~0.8T;
剩磁法,Br>T、Hi >800A/M
按被檢物磁化曲線,選擇相應(yīng)的 H 值,即可通過(guò)公式
H=0.16I/R , 通電圓柱形導(dǎo)體表面
H=0.16I·r/R2 ,通電圓柱形導(dǎo)體內(nèi)部
H=0.32πNIcosα/L ,螺管線圈中心
對(duì)每一種具體被檢物測(cè)定磁化曲線,在生產(chǎn)中難以實(shí)現(xiàn),故實(shí)際檢測(cè)中常用材料一般經(jīng)驗(yàn)公式確定磁化電流。
1)軸向通電法的周向磁化
周向磁化是指在工件中建立一個(gè)環(huán)繞工件的閉合磁場(chǎng)。通電形式如圖6所示。
磁化電流有:
I=(5~10)D 連續(xù)法
I=(20~30)D 剩磁法
式中 D 是被檢物的直徑。
中心導(dǎo)體法(芯桿法)被檢物內(nèi)-芯桿通電,以芯桿直徑估算。
中心導(dǎo)體法(電纜法)周向磁化電流:
I=(8~10)D/N 連續(xù)法
I=(20~30)D/N 剩磁法
式中 N 是穿過(guò)被檢物內(nèi)孔的線纜線圈匝數(shù)。
2)電極觸點(diǎn)法(支桿法)周向磁化電流:
I=4L
式中 L 是兩支桿間距(mm)
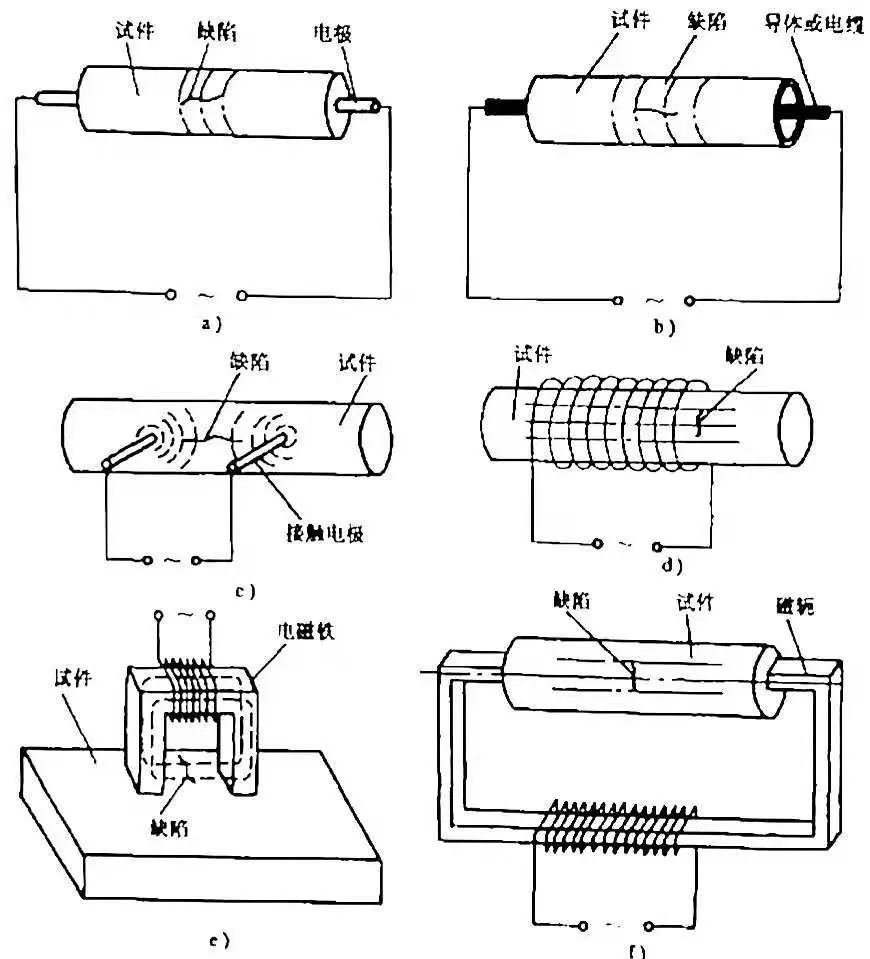
3)線圈法縱向磁化,通電方法見(jiàn)圖7 。
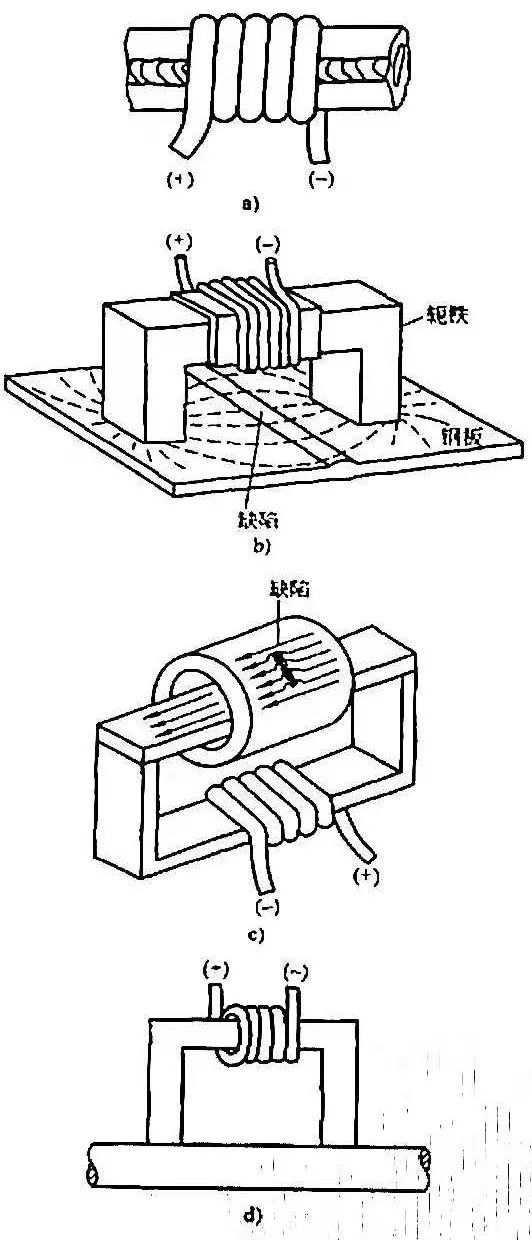
▲圖7 縱向磁化示意圖
a)繞電纜法 b)磁軛法
c)空心零件的磁化
d)長(zhǎng)軸零件的磁軛法
連續(xù)法檢測(cè),磁動(dòng)勢(shì)(安培 匝數(shù))為:
被檢物為高填充系數(shù);
低填充系數(shù),被檢物偏置于線圈內(nèi)壁;
式中 L 為被檢物長(zhǎng)度,D為被檢物直徑。
以上三式適用于3≤L/D≤15。
2.4.2 磁化通電時(shí)間
剩磁法,通電時(shí)間一般為0.2~1s,采用沖擊電流時(shí),在1/100s以上反復(fù)通電。連續(xù)法應(yīng)在施加磁粉后再切斷電流,一般在磁懸液停止流動(dòng)后再統(tǒng)計(jì)次電,每次0.5~2s 。
2.5 磁粉與磁懸液
2.5.1磁粉種類(lèi)和特點(diǎn)
磁粉分類(lèi)見(jiàn)圖8 。

▲圖8 磁粉分類(lèi)
磁粉檢測(cè)按顯示方式分為干法與濕法。干法用干磁粉。濕法則將磁粉按規(guī)定濃度懸浮在載液(水或油)中,均勻噴灑在被檢物表面。濕法檢測(cè)靈敏度高可實(shí)現(xiàn)自動(dòng)檢測(cè),常用于大批量小件檢測(cè)。干法成本低,多用于大型構(gòu)件或大型局部區(qū)域檢測(cè)。
干法用磁粉一般是相對(duì)密度約為 8 的鐵粉,而濕法用的磁粉是相對(duì)密度約為4.5的鐵磁性氧化物。標(biāo)準(zhǔn)干磁粉為粒度5~150μm均勻混合物,磁懸液的磁粉粒度一般為2~5μm。熒光磁粉粒度較大一般為5~25μm,但因其顯示缺陷清晰在此外光下色澤鮮明,多用于配置磁懸液。
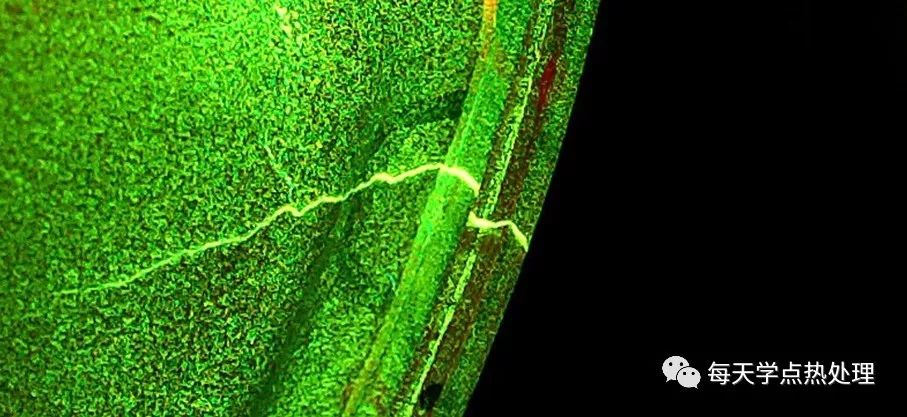

▲熒光磁粉缺陷顯示影像實(shí)例
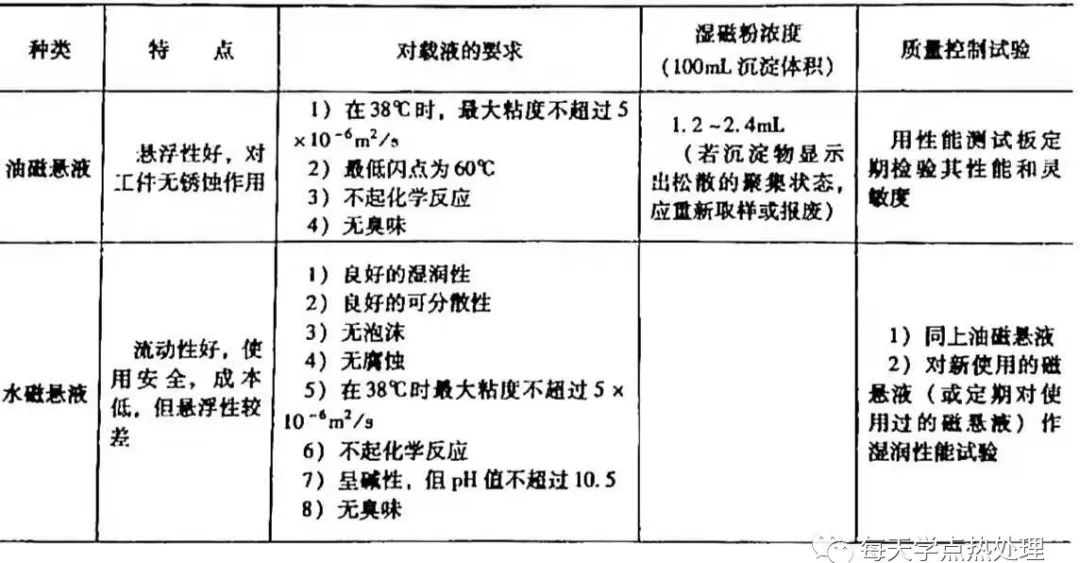
2.5.2 磁懸液
磁懸液的種類(lèi)、特點(diǎn)及技術(shù)要求如表4 所示。
▼表4 磁懸液種類(lèi)、特點(diǎn)及技術(shù)要求
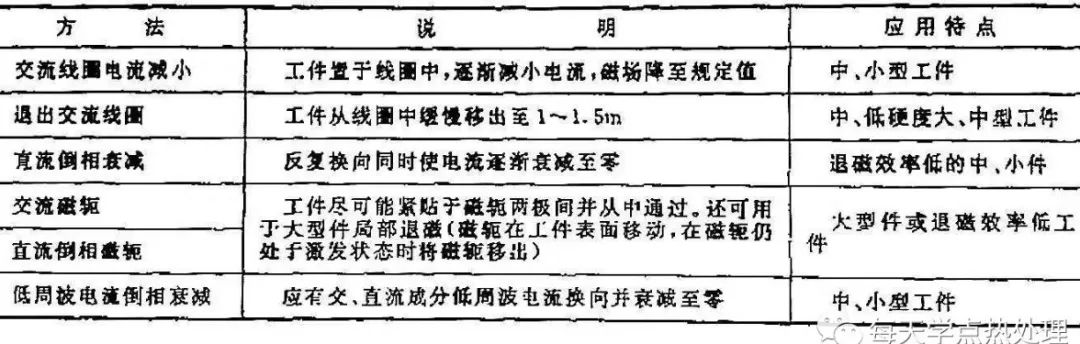
2.6 退磁
檢測(cè)過(guò)程中,若有前次磁化的殘留剩磁可能會(huì)影響磁痕痕跡。因此,在兩次連續(xù)操作之間應(yīng)對(duì)被檢工件做退磁處理。檢測(cè)后不允許有剩磁的被檢物也必須退磁處理。退磁法方法列于表5。
▼表5 退磁方法

▲框式退磁器


▲履帶傳送式退磁機(jī)
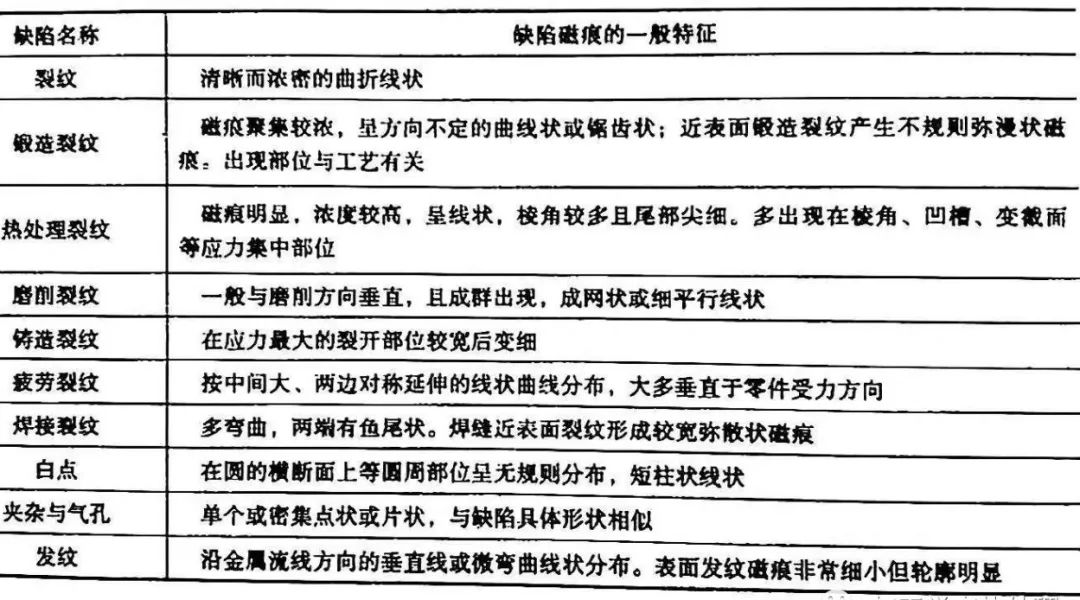
2.7 磁痕分析
表6 為各種缺陷磁痕一般特征。
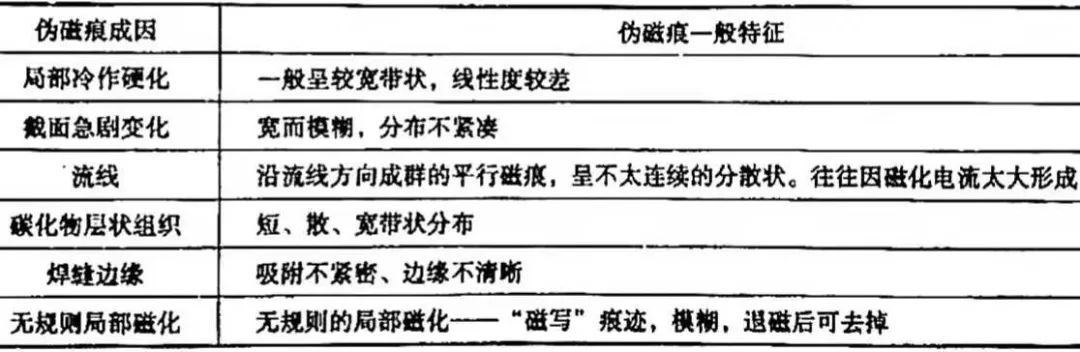
表7 所列為偽磁痕(非缺陷磁痕)的鑒別要點(diǎn)。
▼表6 缺陷磁痕的一般特征
▼表7 偽磁痕一般特征
三、磁粉檢測(cè)裝備
3.1 磁粉檢測(cè)機(jī)的分類(lèi)
磁粉探傷機(jī)按磁化裝置不同可以分為以下幾類(lèi):
3.1.1 固定式磁粉檢測(cè)機(jī)
結(jié)構(gòu)特點(diǎn):尺寸大、重量大,安裝于固定場(chǎng)合。
應(yīng)用對(duì)象:中小型工件,需要較大磁化電流的可移動(dòng)件。
檢測(cè)方法:濕法,交流、直流。


3.1.2 移動(dòng)式磁粉檢測(cè)機(jī)
結(jié)構(gòu)特點(diǎn):置于小車(chē)上,便于移動(dòng)
應(yīng)用對(duì)象:小型工件,不易移動(dòng)的大型工件。
檢測(cè)方法:干法、濕法、交流、直流。

▲移動(dòng)式磁粉檢測(cè)機(jī)
3.1.3 便攜式磁粉檢測(cè)機(jī)
結(jié)構(gòu)特點(diǎn):體積小,重量輕、易于搬動(dòng)。
應(yīng)用對(duì)象:適用于高空、野外等現(xiàn)場(chǎng)及鍋爐、壓力容器焊縫的局部檢測(cè)。
檢測(cè)方法:干法、濕法、交流、直流。

▲便攜式磁粉檢測(cè)機(jī)
3.2 磁粉檢測(cè)設(shè)備的組成及作用
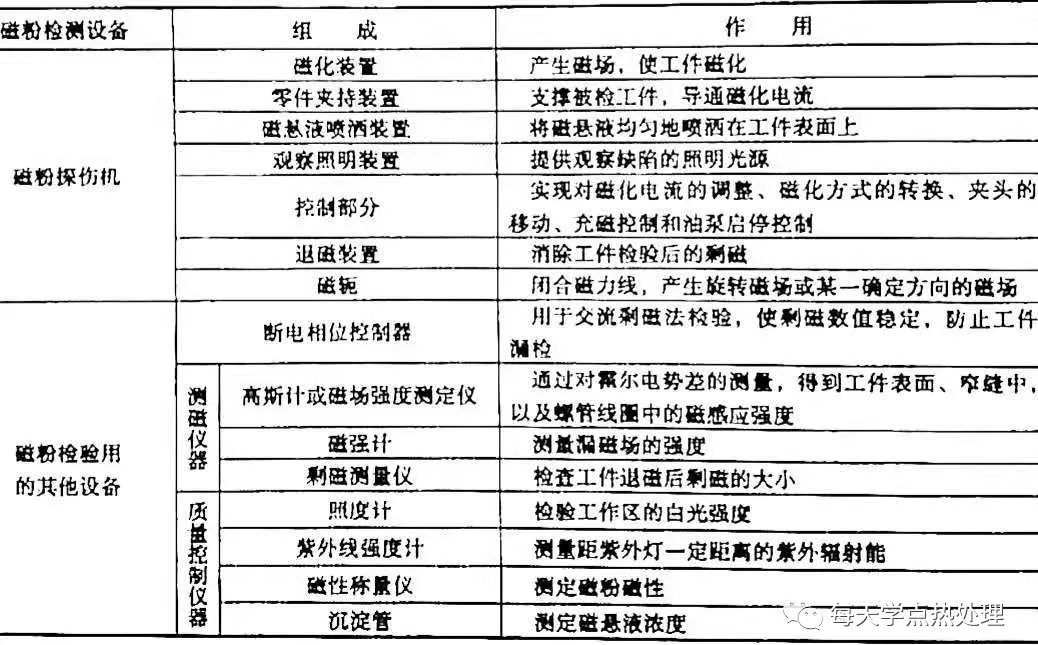
磁粉檢測(cè)設(shè)備的組成及作用詳見(jiàn)表8 。
▼表8 磁粉檢測(cè)設(shè)備的組成及作用
四、漏磁檢測(cè)與錄磁檢測(cè)
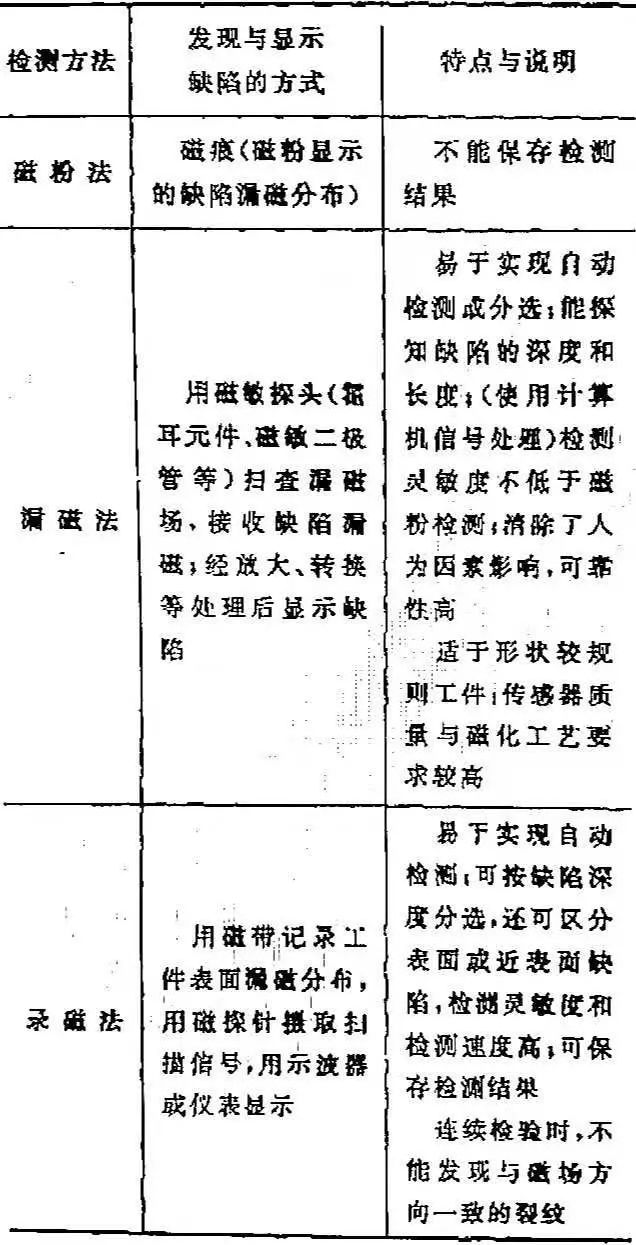
漏磁檢測(cè)、錄磁檢測(cè)與磁粉檢測(cè)原理相同,均為利用被檢物本身與缺陷的變化來(lái)檢測(cè)缺陷。磁粉檢測(cè)、漏磁檢測(cè)及錄磁檢測(cè)各自的特點(diǎn)見(jiàn)表9 。
▼表9 三種磁力檢測(cè)方法比較
4.1 漏磁檢測(cè)
漏磁檢測(cè)也就是磁敏探頭法檢測(cè)。有縱向缺陷和橫向缺陷兩種檢測(cè)方法。
4.11 縱向缺陷檢測(cè)方法
圖9 是檢測(cè)縱向缺陷的例子。
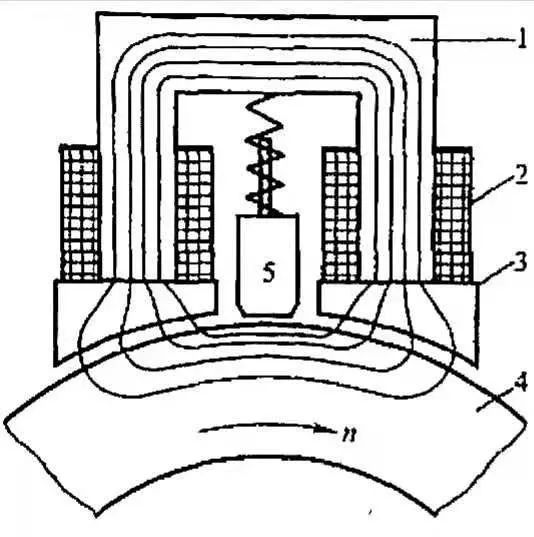
探頭裝在U形磁軛的兩腳間,被測(cè)工件旋轉(zhuǎn)而檢測(cè)系統(tǒng)不動(dòng),可檢測(cè)管子表面所有缺陷。
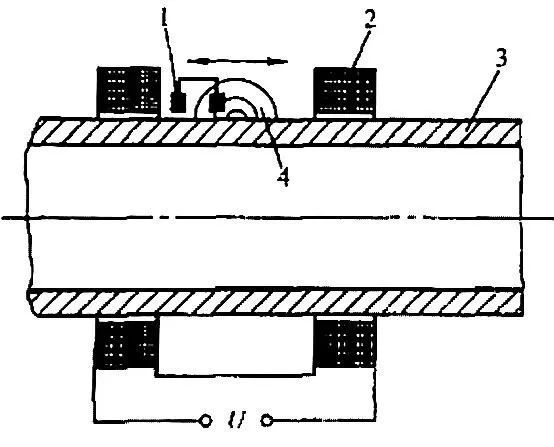
為了檢測(cè)直縫焊管的縱向缺陷,在固定的磁軛內(nèi)以垂直于焊縫軸線的方向?qū)腹苓M(jìn)行磁化,并使磁敏探頭以垂直于焊縫軸線方向來(lái)回移動(dòng)。
4.1.2 橫向缺陷檢測(cè)方法
如圖10 所示,在自動(dòng)探測(cè)橫向缺陷的設(shè)備中,常采用兩只串聯(lián)的線圈進(jìn)行磁化,磁敏探頭放在兩線圈之間。檢測(cè)時(shí)探頭沿管子軸線方向擺動(dòng)管子沿螺旋方向行走。
錄磁法檢測(cè)分連續(xù)式和不連續(xù)式兩種。所謂不連續(xù)式是先將被檢工件用磁帶圍住后再通電磁化,而后再通過(guò)一個(gè)查詢裝置,把磁帶上所存的漏磁信息信號(hào)查找出來(lái),并用某種記錄手段加以記錄。在如圖10 所示的連續(xù)測(cè)試中,使用了一種環(huán)形磁帶設(shè)備。
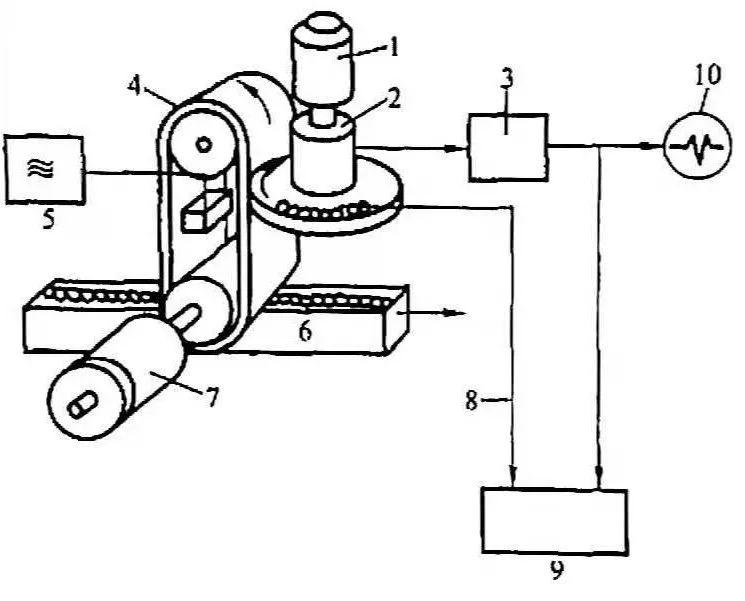
▲圖10 錄磁法檢測(cè)示意圖
1-電動(dòng)機(jī) 2-無(wú)接觸變壓器 3-放大器
4-環(huán)形磁帶 5-消磁振蕩器 6-被檢工件
7-磁帶啟動(dòng)電機(jī) 8-同步脈沖信號(hào)
9-缺陷噴涂單元 10-熒光屏
環(huán)形磁帶由一點(diǎn)擊驅(qū)動(dòng),被檢焊縫在磁帶下面勻速前進(jìn)。旋轉(zhuǎn)的探頭以垂直磁帶的方向掃查,探頭的測(cè)量信號(hào)經(jīng)過(guò)鑒別單元傳向打標(biāo)記單元,噴槍在工件表面有缺陷的地方噴上標(biāo)記。與此同時(shí)熒光屏上顯示缺陷信號(hào),掃查后的磁帶記錄隨即又被消磁器抹掉,磁帶可重復(fù)使用。
被檢測(cè)工件可以用交流電也可以用交流電磁化。但應(yīng)注意:直流磁化時(shí),漏磁場(chǎng)的信息是輸入到一個(gè)未經(jīng)磁化(或原有磁化信息已被抹掉)的磁帶上;而交流磁化時(shí),漏磁場(chǎng)的信息是被輸入到預(yù)先已被磁化到飽和程度上的磁帶上。也就是說(shuō),前者記錄的是使磁帶磁化的信息,而后者則記錄的是使磁帶退磁的信息。

▲熒光磁粉探傷現(xiàn)場(chǎng)圖
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.998abcd.com/Steel-Knowledge/cljc.html
|