
齒輪軸探傷缺陷顯示原因分析
本批齒輪軸共113件,成品經磁粉探傷檢測,發現有4件零件在端面齒根位置出現了亮點顯示。齒輪軸材料為12Cr2Ni4A,表面進行碳氮共滲,齒底滲層深度≥0.2mm,表面硬度≥60HRC,心部硬度32~42HRC。
1.宏觀檢查
齒輪軸外觀如圖1所示,肉眼觀察未見異常。
對缺陷零件進行熒光磁粉探傷檢查,在局部齒根處可見細微的熒光磁粉顯示。缺陷顯示位置相同,形貌相似,如圖1、圖2所示。其余表面均未發現磁痕顯示。

圖1 齒輪軸宏觀形貌
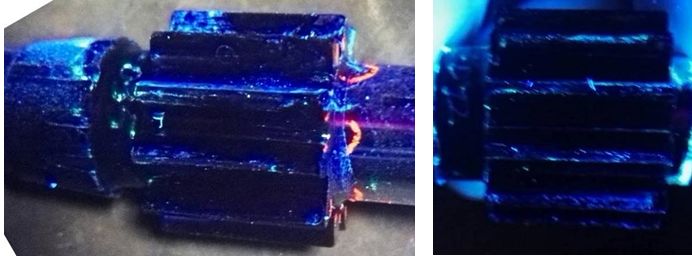
圖2 齒輪軸齒端面上的缺陷顯示 圖3 另一半圓周上無缺陷顯示
裂紋在齒輪軸端面的分布位置如圖4所示。齒輪軸有4個齒根分別存在1條裂紋,編號分別為1#~4#裂紋。
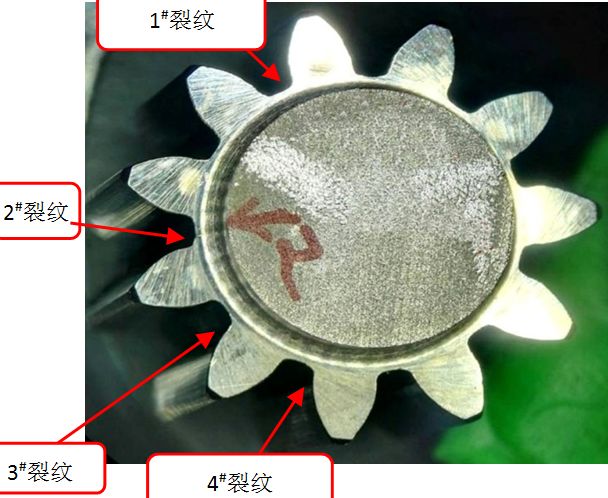
圖4 裂紋在齒輪軸端面的分布位置
1#~4#裂紋外觀比較相似,2#裂紋和3#裂紋如圖5、圖6所示,裂紋由齒根表面沿齒輪軸徑向和軸向向內部擴展,沿徑向較平直,沿軸向較曲折。其中,1#裂紋的徑向長度為0.358mm、軸向長度為1.295mm;2#裂紋的徑向長度為0.354mm,軸向長度為1.30mm;3#裂紋的徑向長度為0.334mm,軸向長度為1.208mm;4#裂紋的徑向長度為0.302mm,軸向長度約為1.20mm。
(a)2#裂紋橫端面(徑向)形貌 (b)2#裂紋齒根面(軸向)形貌
圖5 2#裂紋外觀
(a) (b)
圖6 3#裂紋橫端面(徑向)形貌
2.斷口觀察
人為打開2#、3#裂紋,對裂紋斷口進行宏微觀觀察。
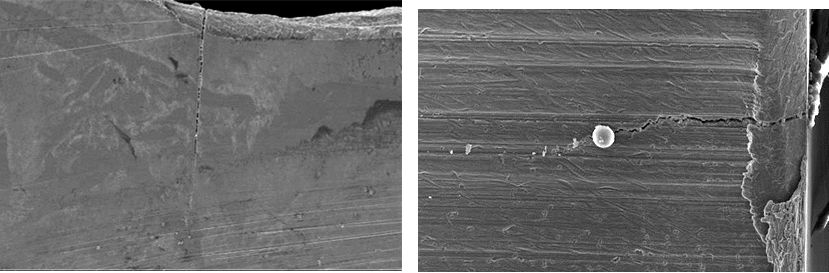
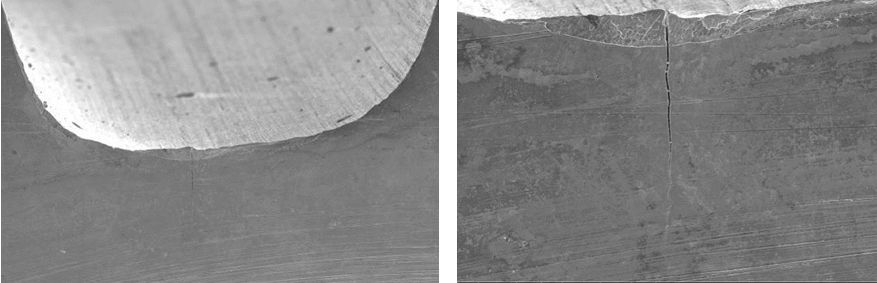
2#、3#裂紋斷口形貌相同。裂紋斷口宏觀較平整、未見明顯塑性變形,源區位于齒根端角(齒根與橫截面相交的端角)表面、小線源特征;齒根與橫截面相交的端角不夠圓滑,且加工面較粗糙,形貌如圖7、圖8所示。裂紋擴展區主要為沿晶形貌,局部為韌窩形貌,如圖9、圖10所示;人為打斷區為韌窩形貌,如圖11所示。
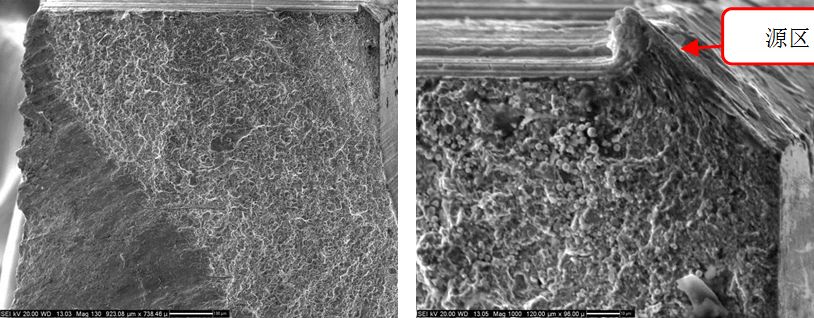
(a) (b)
圖7 2#裂紋斷口及源區位置
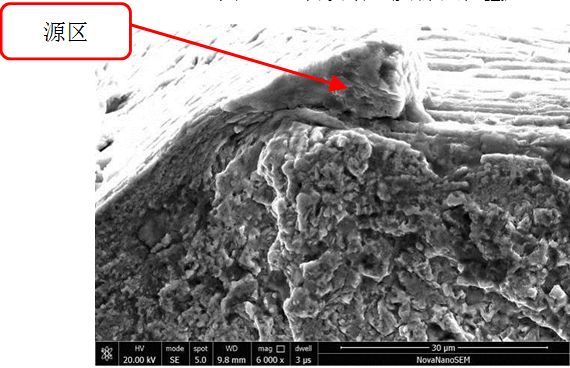
圖8 3#裂紋斷口
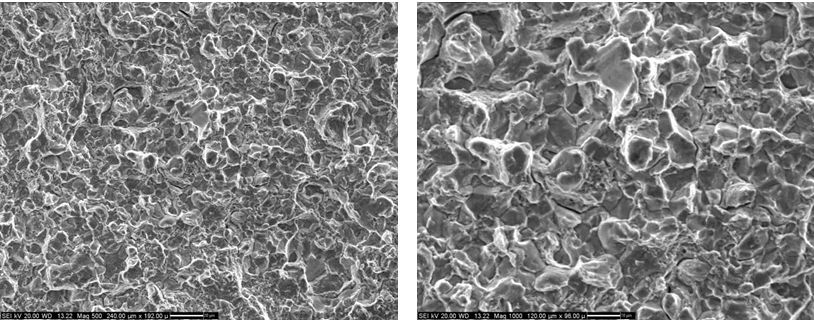
(a) (b)
圖9 2#裂紋擴展區斷口
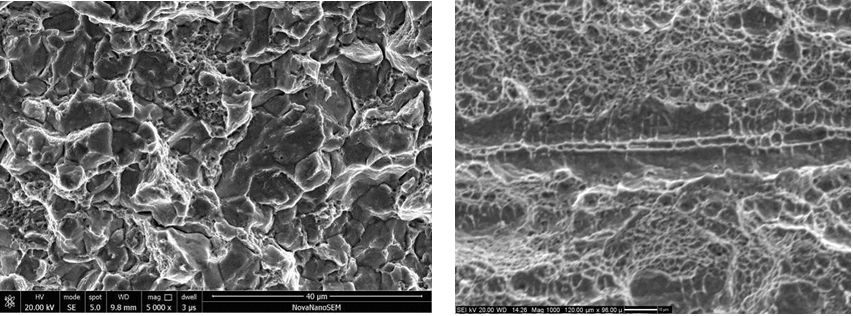
圖10 3#裂紋擴展區斷口 圖11 3#裂紋人為打斷區斷口
3.金相檢查
沿齒輪軸橫剖面制取試樣,進行金相檢查。齒輪軸滲層區及基體組織均未見異常,如圖12~圖14所示。按照HB5492—2011《航空鋼制件滲碳、碳氮共滲金相組織分級與評定》,滲層區碳化物:1級,殘留奧氏體及馬氏體1~2級,心部基體組織為回火馬氏體+少量鐵素體,1~2級。均合格。裂紋外闊里細,裂紋兩側殘留奧氏體量略有增加,裂紋處顯微組織如圖15所示。
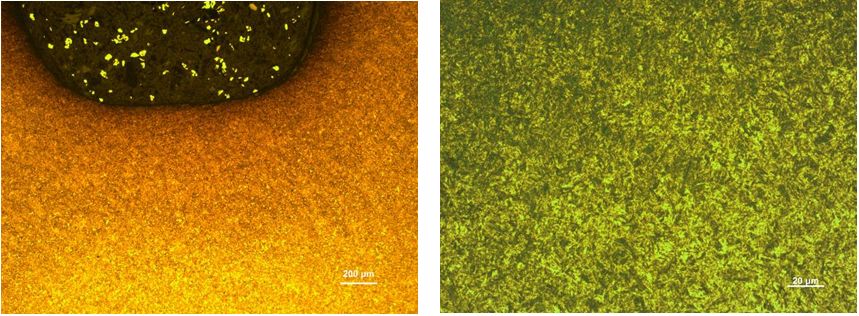
(a)50× (b)500×
圖12 齒底滲層區組織
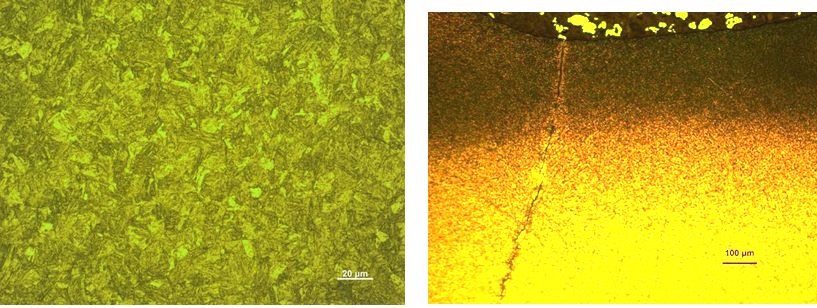
圖13 心部基體組織(500×) 圖14 1#裂紋處組織(100×)
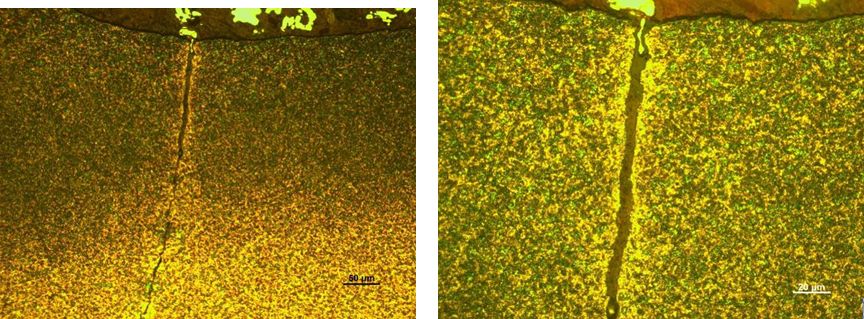
(a)200× (b)500×
圖15 1#裂紋處顯微組織
4.硬度檢測
在齒輪軸橫剖面制取的試樣上進行顯微硬度(滲層深度)和洛氏硬度測量,結果分別如表1~表3所示,齒輪軸的心部硬度約為41HRC,齒底表面硬度約為690HV(按GB/T1172—1999《黑色金屬硬度與強度換算值》換算為洛氏硬度為59.6HRC,與技術要求的≥60HRC的下限接近(略低,與裂紋的產生關系不大),無裂紋的齒齒底滲層深度約為0.37mm,滿足≥0.2mm要求。可見,齒輪軸的滲層、硬度、組織均符合技術條件要求。然而,裂紋附近齒底的顯微硬度明顯高于相同位置的非裂紋區,可見裂紋兩側有增碳增氮現象。
表1 齒輪軸齒底近表面硬度檢測結果(0.1mm處HV0.5)
測試位置 | 位置1 | 位置2 | 位置3 | 位置4 | 平均值 | HRC |
硬度 | 683.59 | 693.78 | 697.17 | 686.96 | 690.38 | 59.6 |
表2 齒輪軸齒底硬度梯度 (HV0.5)
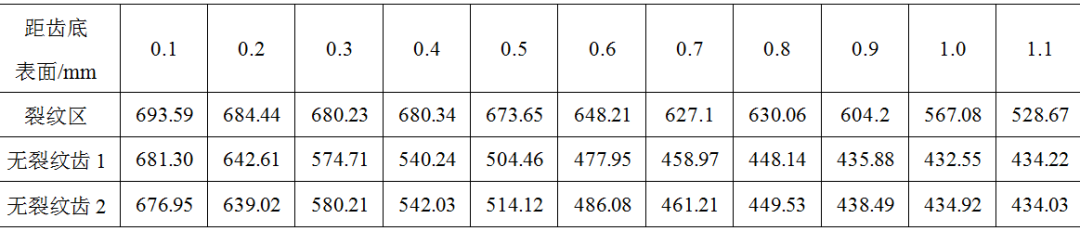
表3 齒輪軸基體洛氏硬度檢測結果 (HRC)
測試位置 | 位置1 | 位置2 | 位置3 | 平均值 |
心部 | 38.66 | 41.52 | 41.60 | 41 |
5.分析與討論
本批齒輪軸共113件,成品經磁粉探傷檢測只發現了4件零件的局部齒根處存在缺陷顯示。裂紋的位置和形貌相似。裂紋呈放射狀、分布于齒輪軸的一半圓周上,而另一半圓周及其余表面均無缺陷顯示。取其中的一件解剖進行原因分析。
齒輪軸裂紋宏觀斷口較平整,未見明顯塑性變形,源區位于齒根端角(齒根與橫截面相交的端角)表面、小線源特征。裂紋擴展區主要為沿晶形貌,局部為韌窩形貌,人為打斷區為韌窩形貌。上述特征表明齒輪軸裂紋的性質為沿晶脆性裂紋。
齒輪軸的滲層深度、硬度和顯微組織均未見異常,也均符合技術條件要求。齒輪軸的基體組織未見異常,心部硬度符合技術條件要求,裂紋附近未發現夾渣物等冶金缺陷。表明齒輪軸裂紋的產生與熱處理質量和基體材質關系不大。
齒輪軸顯示的4條裂紋呈放射狀分布于一半圓周位置(見圖4),裂紋較細小,徑向長度相近(0.302~0.358mm),基本位于滲層區內(滲層深度約為0.37mm)。裂紋附近的顯微硬度明顯高于相同位置的非裂紋區,裂紋兩側的顯微組織中殘留奧氏體量有所增多等表明,裂紋兩側有增碳增氮現象。
齒輪軸的最終熱處理工序安排為:碳氮共滲→高溫回火→機加工→淬火→負溫時效→正溫時效→吹砂→精加工。工藝路線中未安排校直工序,但在高溫回火工序后要求檢測 “各外圓跳動≤0.1mm”。經了解,現場生產中,碳氮共滲+回火后會有個別零件外圓跳動較大,超出公差要求,加工者會挑出來對其進行校直。若校直過程控制不當,會在三點彎曲校直時拉應力最大的下半方外圓上產生裂紋。單從三點彎曲校直的受力來分析,裂紋不應沿著軸向開裂。但是由圖5b和圖7可見,裂紋源區過渡不夠圓滑,加工刀痕粗糙。改變了零件表面的應力分布。加之滲碳層組織的變形能力較差,就在應力較大齒根端角處形成了較細小的裂紋。在隨后的淬火工序,為防止原滲碳層表面脫碳,淬火在碳勢約為0.88%的保護性氣氛中保溫約1h,此過程會使已形成的校直裂紋兩側有輕微的滲入現象,導致裂紋兩側的硬度和顯微組織發生了改變。因此,該批產品內少量零件上探傷顯示的缺陷為校直裂紋。
針對以上問題,我們對熱處理工藝進行了細化,要求在淬火前操作者對來件的外圓跳動進行分檢。跳動超差嚴重的直接報廢,輕微的進行校直。所有經過校直的零件必須進行去應力退火和磁粉探傷,防止校直缺陷件流出,取得了良好成效。
6.結語
(1)齒輪軸磁粉探傷顯示由裂紋引起,裂紋的性質為沿晶脆性裂紋。
(2)齒輪軸裂紋的產生,是因為個別零件碳氮共滲后變形超差,增加了校直工序。而由于校直過程控制不當,所以產生了應力裂紋。
作者:張英
單位:陜西長空齒輪有限責任公司
來源:《金屬加工(熱加工)》雜志
(本平臺"常州精密鋼管博客網"的部分圖文來自網絡轉載,轉載目的在于傳遞更多技術信息。我們尊重原創,版權歸原作者所有,若未能找到作者和出處望請諒解,敬請聯系主編微信號:steel_tube,進行刪除或付稿費,多謝!)