
管材冷軋冷拔 (Cold rolling and drawing of tube)
在冷軋冷拔管機(jī)組上在室溫下用軋制和拉拔方式對(duì)管材進(jìn)行的冷加工,屬于熱軋管(包括熱擠壓的管材)和焊接管的深度加工。它可以獲得直徑更小、壁厚更薄、尺寸精度更高、表面粗糙度更低和性能更好以及多種斷面形狀的管材。用冷拔法可生產(chǎn)直徑0.2~765mm和壁厚0.015~50mm的各種管材。用冷軋法可生產(chǎn)直徑4~450mm和壁厚0.03~35mm的各種管材。
冷拔與冷軋相比較,冷軋的優(yōu)點(diǎn)是道次變形量大,加工道次少,生產(chǎn)周期短和金屬消耗小。缺點(diǎn)是工具制造較困難,變更規(guī)格不方便。生產(chǎn)靈活性差,設(shè)備投資高及維護(hù)較復(fù)雜;由于是周期軋制,軋制時(shí)間長(zhǎng),生產(chǎn)力較低,能耗高。冷拔的優(yōu)點(diǎn)是生產(chǎn)力較高,生產(chǎn)中變規(guī)格較方便,靈活性大,設(shè)備和工具制造簡(jiǎn)單;缺點(diǎn)是道次變形量小,加工道次多,生產(chǎn)周期長(zhǎng),金屬消耗大。
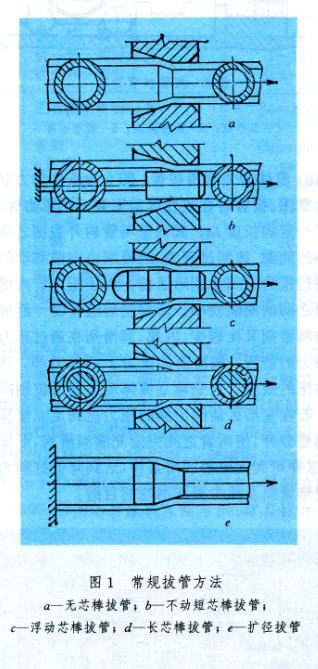
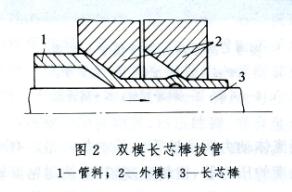
管材冷拔 拔制管材的各種常規(guī)方法如圖1所示。(1)無(wú)芯棒拔管,用于只減小管子外徑。(2)不動(dòng)短芯棒拔管,用于同時(shí)減小管子外徑和壁厚;這種方法由于芯棒固定,且使用固定外模,摩擦阻力大,拔制力大,道次變形量小;優(yōu)點(diǎn)是拔制方法簡(jiǎn)單,故被廣泛應(yīng)用。(3)浮動(dòng)芯棒拔管,常用于卷筒拔管,能生產(chǎn)很長(zhǎng)的管子(100m以上)。浮動(dòng)芯棒拔制時(shí)拔制力較小,可提高道次變形量;由于不存在拉桿的限制,可帶芯棒拔制直徑很小的管子。(4)長(zhǎng)芯棒拔管,拔管時(shí)由于芯棒同管子一起運(yùn)動(dòng),基本上消除了芯捧上的摩擦阻力,因而可降低拔制力和增加道次變形量;芯棒運(yùn)動(dòng)還可降低管子內(nèi)表面粗糙度;長(zhǎng)芯棒拔管的缺點(diǎn)是對(duì)芯棒要求嚴(yán)格,且拔后要脫棒。脫棒的方法有兩種:一種是在斜軋機(jī)上將管子和芯棒一起展軋,使管子少量擴(kuò)徑,之后在抽棒機(jī)上將芯棒抽出;另一種是利用雙模拔制來(lái)進(jìn)行抽芯棒前的擴(kuò)徑(見(jiàn)圖2),后一個(gè)模子是附加模,通過(guò)附加模時(shí)管壁只有很小的變形量,管子直徑稍有擴(kuò)大,可降低脫棒時(shí)的脫棒力;也可用兩個(gè)四輥滾模進(jìn)行展軋脫棒。(5)擴(kuò)徑拔管,管子壁厚減小,直徑增大,管長(zhǎng)有些縮短;擴(kuò)徑拔管時(shí),管子固定不動(dòng)而拉桿帶動(dòng)芯棒從管內(nèi)通過(guò)。
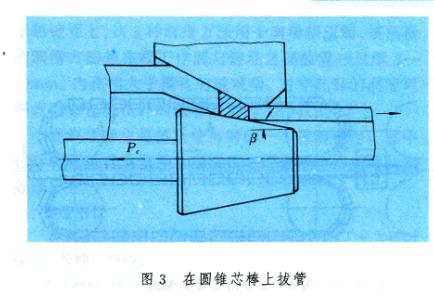
為了克服常規(guī)冷拔法的缺點(diǎn),不斷研究出以下一些拔管方法:(1)圓錐芯棒拔管(圖3),同一般短芯棒相比拉桿力Pc小。
(2)半連續(xù)和連續(xù)拔管。各種直線式拔管機(jī)都是間歇工作的,拔完一根管后需等待小車返回才能拔下一根管。因此研究出半連續(xù)和連續(xù)式拔管。半連續(xù)冷拔管有兩種形式。一種是采用雙移動(dòng)拔管小車(圖4),拔管小車固定在運(yùn)動(dòng)鏈上,并沿具有一定形狀的導(dǎo)軌運(yùn)行。上層的拔管小車把前一根管子拔出后,下層的拔管小車到達(dá)中心架前并夾住后一根管進(jìn)行拔制。另一種是拔制時(shí)移動(dòng)雙拔管模的半連續(xù)拔管機(jī),如圖5所示。
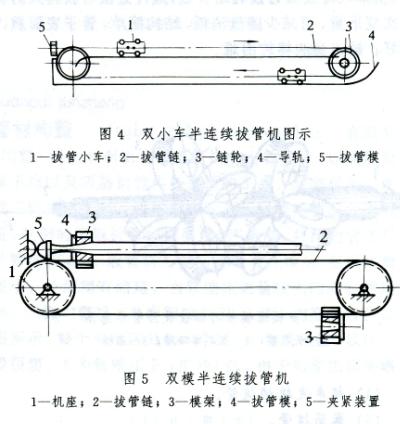
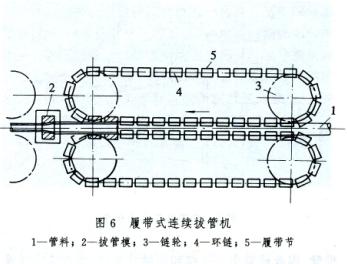
連續(xù)式拔管機(jī)有履帶式的(圖6)和雙小車往復(fù)運(yùn)動(dòng)式的。履帶式拔管機(jī)由前端裝有拔管模的幾個(gè)機(jī)架組成。機(jī)架上下兩側(cè)都裝有環(huán)鏈,環(huán)鏈軸上裝著履帶節(jié),用來(lái)壓緊管子強(qiáng)迫送入拔管模。這種連續(xù)式拔管機(jī)可進(jìn)行無(wú)芯棒和長(zhǎng)芯棒拔制,與普通拔管機(jī)相比可提高產(chǎn)量3倍;存在的問(wèn)題是在無(wú)芯棒拔制時(shí)易產(chǎn)生縱向壁厚不均,使用固定模阻力大、能耗高、產(chǎn)品表面質(zhì)量較差以及脫棒困難。此外還有雙小車往復(fù)運(yùn)動(dòng)的連續(xù)拔管,用于無(wú)芯棒拔制,見(jiàn)連焊連拔精密管。
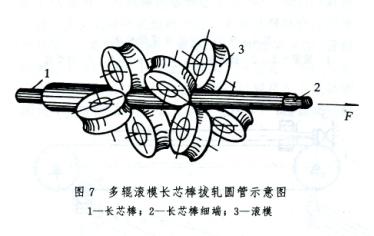
(3)長(zhǎng)芯棒滾模拔制圓管工藝(圖7)。中國(guó)北京科技大學(xué)研究成功的多輥滾模長(zhǎng)芯棒拔制圓管的過(guò)程是:拔制前先將管頭縮口,使之與芯棒錐形過(guò)渡區(qū)相配合以卡住管子。然后插入芯棒,且使長(zhǎng)芯棒細(xì)端通過(guò)滾模。拔制時(shí)冷拔機(jī)鉗口咬住芯棒細(xì)端做直線運(yùn)動(dòng),并將管子和芯棒一起從滾模中拉出,實(shí)現(xiàn)管材減壁延伸變形,變單純冷拔法為拔軋結(jié)合法。這種方法可獲得大的道次變形量,可減少能量消耗,結(jié)構(gòu)簡(jiǎn)單,管子表面質(zhì)量好;缺點(diǎn)是脫棒較困難。
(4)超聲波振動(dòng)拔管。
(5)卷筒拔管。
(6)管材溫拔。
(7)管材旋轉(zhuǎn)模冷拔。
(8)反拉力拔管。
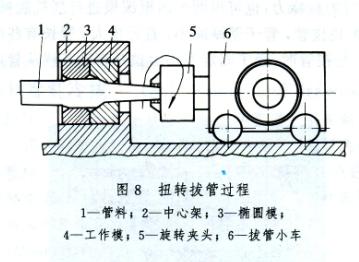
(9)扭轉(zhuǎn)拔管,即在拉拔的同時(shí)使管子產(chǎn)生扭轉(zhuǎn)的拔制過(guò)程。拔后的管子平直度好,可以省略矯直工序。拔制過(guò)程如圖8所示。管料1拔制時(shí)通過(guò)置于中心架2上的橢圓模3(用于防止管子轉(zhuǎn)動(dòng))和工作模4。借助于拔管小車6上的夾頭5的旋轉(zhuǎn)對(duì)出變形區(qū)后的管子施加扭矩,使它產(chǎn)生扭轉(zhuǎn),管子因扭轉(zhuǎn)而防止了彎曲。
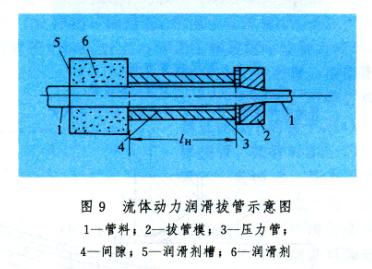
(10)流體動(dòng)力潤(rùn)滑拔管。圖9為流體動(dòng)力潤(rùn)滑拔管的示意圖。拔管時(shí)在拔管模前安裝一個(gè)壓力管,壓力管具有一定的長(zhǎng)度lH,其內(nèi)壁與管料外表面之間只存在較小的間隙。拔制過(guò)程中,潤(rùn)滑劑由向前移動(dòng)的管材攜帶通過(guò)壓力管到達(dá)變形區(qū)前。由于壓力管內(nèi)壁與管材表面之間的間隙較小,而拔制后隨管材一起離開(kāi)變形區(qū)的潤(rùn)滑劑又比較少,因此,潤(rùn)滑劑在通過(guò)壓力管時(shí)受到強(qiáng)力的擠壓,潤(rùn)滑膜的壓力P逐漸升高,這就是流體動(dòng)壓的效應(yīng),它是建立流體動(dòng)力潤(rùn)滑拔制的物理基礎(chǔ)。若在變形區(qū)前潤(rùn)滑膜的壓力達(dá)到足以使管材表面和模壁分開(kāi),使兩者之間完全充滿潤(rùn)滑劑,形成液體摩擦,這樣可大大改善潤(rùn)滑條件,達(dá)到降低拔制力提高道次變形量以及減少模具消耗的目的。
實(shí)現(xiàn)流體動(dòng)力潤(rùn)滑拔管的基本條件是:有一個(gè)具有一定長(zhǎng)度的壓力管,拔制速度較高,使用粘度較高的潤(rùn)滑劑。流體動(dòng)力潤(rùn)滑主要用于無(wú)芯棒拔管。
管材冷軋 常規(guī)所用的冷軋管機(jī)分兩種,即二輥式冷軋管機(jī)和多輥式(一般為3~4輥式)冷軋管機(jī)。
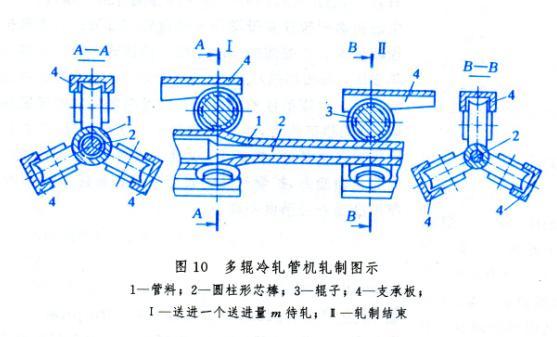
多輥式冷軋管機(jī)由原蘇聯(lián)全蘇冶金機(jī)械科學(xué)研究所發(fā)明。由于軋輥直徑小,軋制力較小,金屬與工具間軋制單位壓力小,因而軋輥彈性變形小,加上采用了支承輥,軋機(jī)剛性高,適用軋制薄壁和特薄壁的精密管,最小壁厚為0.03mm(見(jiàn)超薄壁管生產(chǎn));缺點(diǎn)是道次變形量小,生產(chǎn)力低。采取雙線軋制可提高生產(chǎn)率50%~70%。多輥冷軋管機(jī)工作原理如圖10所示。軋制時(shí)機(jī)架連同軋輥?zhàn)鐾鶑?fù)運(yùn)動(dòng)。當(dāng)工作機(jī)架達(dá)到后極限位置(圖中I)時(shí),管料借助于專門(mén)送料機(jī)構(gòu)向軋制方向送進(jìn)一個(gè)送進(jìn)量m,然后由于機(jī)架向前運(yùn)動(dòng),軋輥也產(chǎn)生轉(zhuǎn)動(dòng),且輥頸沿支承板滾動(dòng),支承板特殊的形狀使孔型半徑逐漸減小,管料送進(jìn)部分得到減徑和壁厚壓薄。在軋制過(guò)程中管料的圓柱形芯棒在軸向方向不發(fā)生移動(dòng)(被專門(mén)裝置鎖緊)。當(dāng)工作機(jī)架到達(dá)前極限位置(圖中Ⅱ)時(shí)軋制結(jié)束,并同時(shí)將管料旋轉(zhuǎn)一定角度,以使管子橫截面各部分均得到加工。之后工作機(jī)架反向運(yùn)動(dòng),軋過(guò)的一段管材受到進(jìn)一步精整,并由于使原來(lái)相應(yīng)于孔型開(kāi)口部分的金屬在芯棒上得到展軋。金屬橫向流動(dòng)的結(jié)果,管子內(nèi)徑增大,使工作錐部分的管材內(nèi)表面脫離了芯棒,為下一次送進(jìn)管料創(chuàng)造條件,如此反復(fù)直到管料全長(zhǎng)被軋完為止。
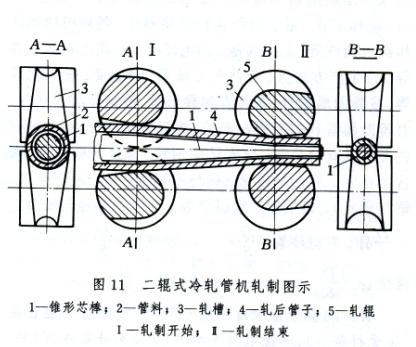
二輥冷軋管機(jī)是廣泛應(yīng)用的冷軋管機(jī)。優(yōu)點(diǎn)是道次變形量大,延伸系數(shù)可達(dá)到14~18;缺點(diǎn)是軋輥孔型制造困難,設(shè)備投資高,軋制管子尺寸精度不如多輥式冷軋管機(jī)。二輥式冷軋管機(jī)工作原理(見(jiàn)圖11)如同多輥式冷軋管機(jī),其區(qū)別是:二輥冷軋管機(jī)用變斷面孔型的兩個(gè)軋輥,代替3~4個(gè)孔型斷面尺寸不變的輥?zhàn)雍褪褂缅F形芯棒。
為了克服常規(guī)冷軋管機(jī)的固有缺點(diǎn),開(kāi)發(fā)出以下各種工藝和設(shè)備:
(1)在傳統(tǒng)冷軋管機(jī)上采取多線、高速軋制,應(yīng)用環(huán)形孔型(見(jiàn)冷軋管工具),減小輥徑,改變機(jī)架往復(fù)運(yùn)動(dòng)為軋輥箱往復(fù)運(yùn)動(dòng)(機(jī)架固定),以減輕運(yùn)動(dòng)件質(zhì)量,降低能耗和提高軋制速度。開(kāi)發(fā)出帶支承輥的各種新型二輥式冷軋管機(jī)。在多輥式冷軋管機(jī)上采用雙排輥和多排輥。
(2)行星冷軋管機(jī),已應(yīng)用于冷軋有色金屬管材。
(3)連續(xù)式冷軋管機(jī),這種軋機(jī)具有產(chǎn)量高、道次變形量大、軋制節(jié)奏時(shí)間短的優(yōu)點(diǎn),但也存在沿管子長(zhǎng)度上尺寸不均,芯棒長(zhǎng)、要求高且制造困難以及設(shè)備投資很高等缺點(diǎn)。連續(xù)式冷軋管機(jī)已用于管材冷減徑(見(jiàn)管材冷減徑)。
備注:如果您覺(jué)得“管材冷軋冷拔”資料對(duì)您有所幫助,您可以與您朋友分享一下!
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.998abcd.com/Steel-Knowledge/Cold-rolling-cold-drawing-of-tube.html
|