
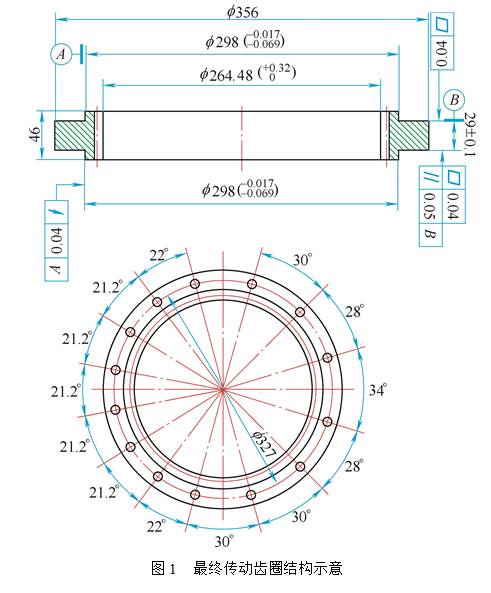
本文研究的最終傳動(dòng)齒圈(見(jiàn)圖1)為拖拉機(jī)裝置上的一個(gè)重要部件,材質(zhì)為20CrMnTi,產(chǎn)品經(jīng)過(guò)前期鍛造、正火、機(jī)械加工至最終尺寸,轉(zhuǎn)入熱處理淬火工序,該產(chǎn)品熱處理技術(shù)要求:齒面淬火硬度:58~63HRC,心部硬度35~48HRC,有效硬化層深度Dc=0.5~0.8mmHV1,表面組織:殘留奧氏體(A’)+回火馬氏體(M回),1~5級(jí)合格,機(jī)械加工方面對(duì)熱處理工序后提出允許的淬火變量見(jiàn)表1。
表1允許的淬火變形量
淬火前 | 淬火后 |
Φ356mm外圓對(duì)B面的平面度跳動(dòng)≤0.04 | Φ356mm外圓對(duì)B面的平面度跳動(dòng)≤0.20 |
Φ298mm外圓對(duì)A面的平面度跳動(dòng)≤0.04 | Φ298mm外圓對(duì)A面的平面度跳動(dòng)≤0.20 |
1.變形分析
(1)內(nèi)應(yīng)力的影響
零件淬火、回火及表面淬火、化學(xué)熱處理后都能產(chǎn)生變形,其中淬火變形最為嚴(yán)重。淬火引起的變形是由組織轉(zhuǎn)變產(chǎn)生體積變形和淬火時(shí)熱應(yīng)力和組織應(yīng)力引起的形狀變形引起。淬火冷卻前期,主要是熱應(yīng)力起作用,在淬火冷卻的后期,起主導(dǎo)作用的是組織應(yīng)力。
淬火時(shí),奧氏體向馬氏體轉(zhuǎn)變,伴隨比體積的直徑縮小,馬氏體的比體積大于奧氏體,轉(zhuǎn)變結(jié)果引起體積膨脹,對(duì)于20CrMnTi低碳合金鋼來(lái)說(shuō),合金元素多,Ms點(diǎn)較低,殘留奧氏體量較多,組織應(yīng)力引起的變形小,變形常以熱應(yīng)力為主,適當(dāng)降低淬火溫度, 可減小淬火時(shí)的熱應(yīng)力。
(2)工件結(jié)構(gòu)尺寸的影響
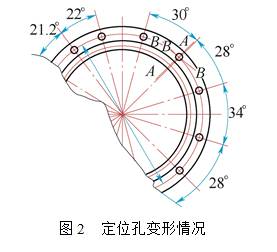
傳動(dòng)齒圈結(jié)構(gòu)如圖1所示,該零件外圓Φ356mm、Φ298mm之間有一個(gè)凹凸的臺(tái)階,內(nèi)圈為傳動(dòng)齒,14個(gè)定位孔呈不對(duì)稱(chēng)形狀分布,零件淬火時(shí)由于定位孔分布不均勻,在加熱和冷卻時(shí),即孔徑在A(yíng)-A方向上縮小, 在B-B 方向上漲大, 使孔產(chǎn)生橢圓, 由于孔分布不均勻, 孔的變形使齒輪的公法線(xiàn)長(zhǎng)度變動(dòng)量增加,如圖2所示。另外齒輪為盤(pán)形零件采用齒輪軸線(xiàn)與冷卻油液面垂直的入油方式淬火時(shí)易產(chǎn)生翹曲變形,淬火過(guò)程中應(yīng)避免重疊堆放,減少重力影響,齒圈間應(yīng)有間距,確保圓周冷卻均勻。因此,需調(diào)整合適的裝夾方式。
2.工藝試驗(yàn)
采用二種方案進(jìn)行工藝試驗(yàn),技術(shù)要求為滲層深度:0.5~0.8(550HV1);表面硬度:58~63HRC;表面組織:馬氏體+殘留奧氏體(1~5級(jí)合格);心部硬度:35~48 HRC。
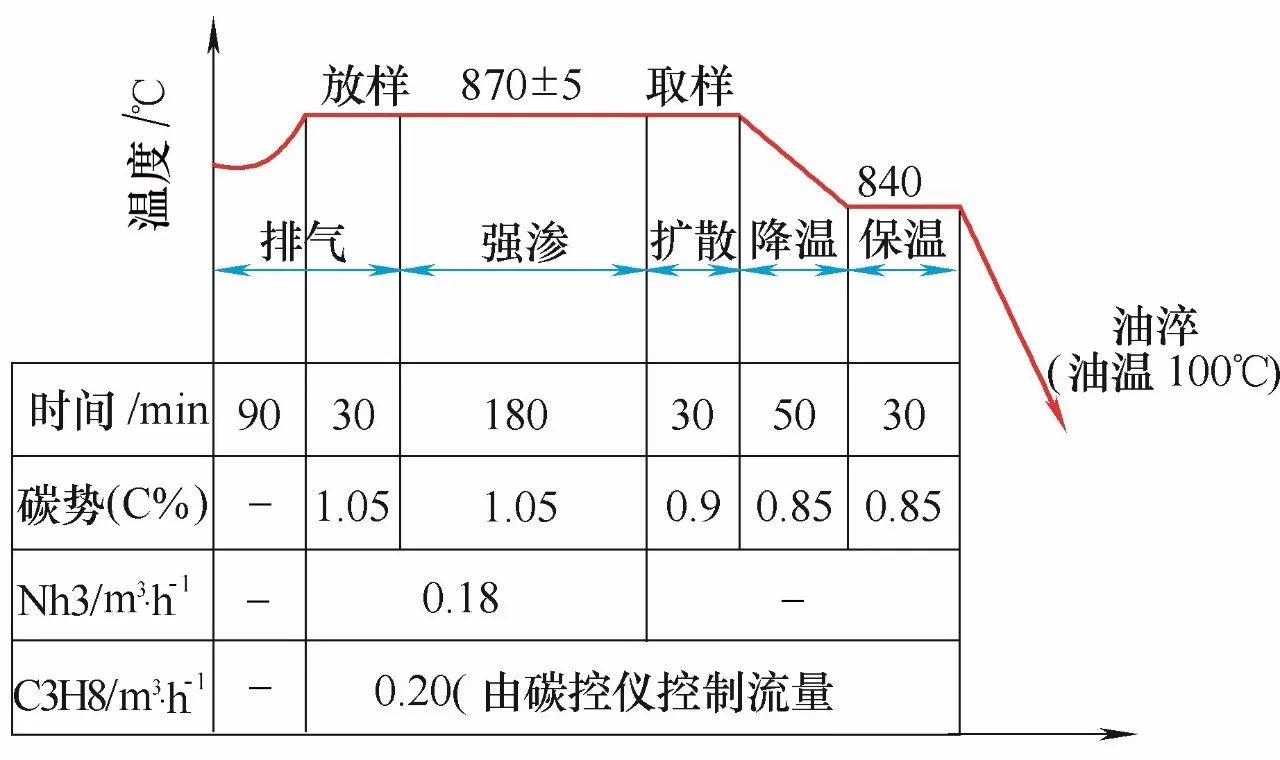
方案1:多用爐內(nèi)富化氣為丙烷C3H8,NH3經(jīng)過(guò)加減壓過(guò)濾后通入爐內(nèi)。設(shè)備PHQ(F)-10密封箱式多用爐,裝爐量10件,平放(裝夾方式),經(jīng)過(guò)180℃±10℃回火120min(見(jiàn)圖3A)。
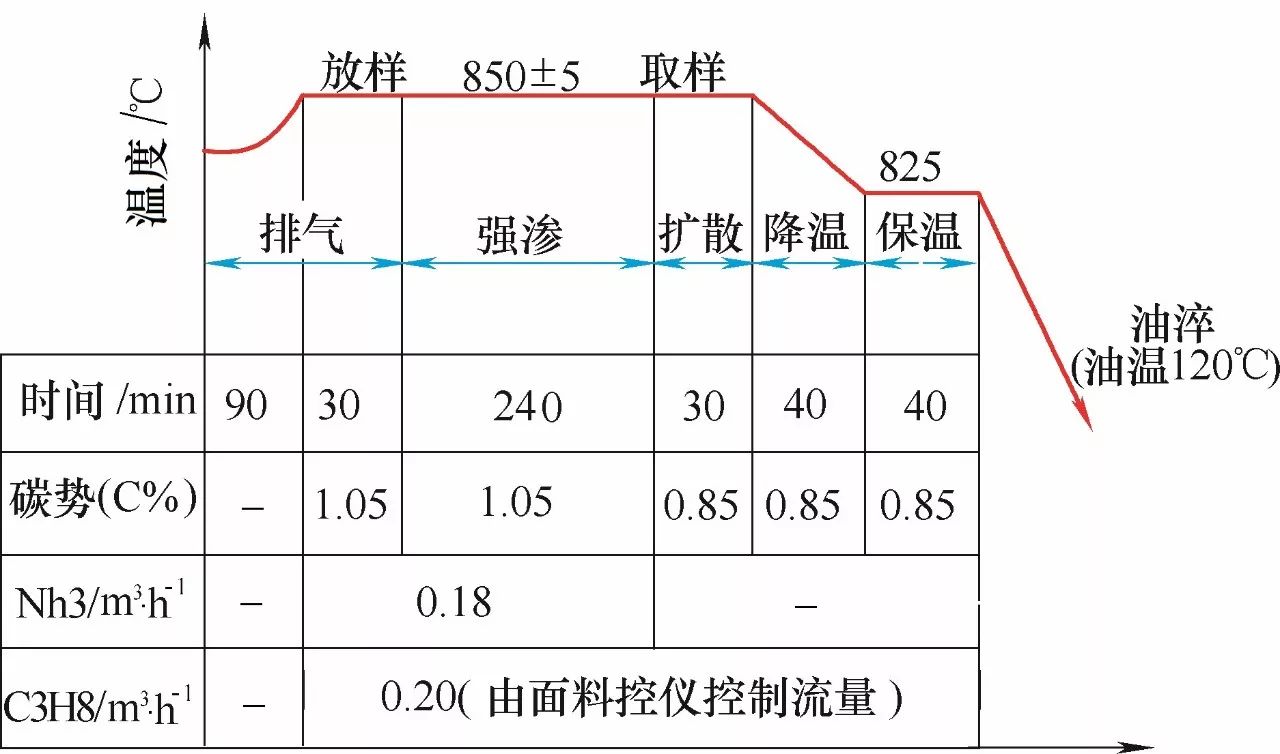
方案2:多用爐內(nèi)富化氣為丙烷C3H8,NH3經(jīng)過(guò)加減壓過(guò)濾后通入爐內(nèi)。設(shè)備PHQ(F)-10密封箱式多用爐,裝爐量10件,吊裝(裝夾方式),經(jīng)過(guò)180℃±10℃回火120min(見(jiàn)圖3B)。
(a)方案1
(b)方案2
圖3 20CrMnTi傳動(dòng)齒圈熱處理
3.熱處理后性能檢測(cè)分析
金相檢測(cè)抽檢結(jié)果如表2所示,熱后機(jī)械尺寸檢測(cè)結(jié)果如表3所示。
表2金相檢測(cè)抽檢結(jié)果
檢測(cè)項(xiàng)目 | 工藝1 | 工藝2 | ||||
表面硬度(HRC) | 58 | 59 | 59 | 58 | 58 | 59 |
金相組織(級(jí)) | A’ | M | F | A’ | M | F |
3 | 3 | — | 2 | 2 | — | |
心部硬度(HRC) | 41 | 41 | 41 | 37 | 37 | 37 |
滲層深度(550HV1)/mm | 0.62 | 0.54 | ||||
表3熱后機(jī)械尺寸檢測(cè)結(jié)果
工藝1 | 工藝2 |
Φ356mm外圓對(duì)B面的平面度跳動(dòng)量0.30~0.45mm | Φ356mm外圓對(duì)B面的平面度跳動(dòng)量0.1~0.18mm |
Φ298mm外圓對(duì)A面的平面度跳動(dòng)量0.10~0.15mm | Φ298mm外圓對(duì)A面的平面度跳動(dòng)量0.12~0.18mm |
降低共滲及淬火溫度,保證足夠的擴(kuò)散時(shí)間,不僅可以降低熱應(yīng)力的影響,也有利于滲層馬氏體組織的細(xì)化,還可以減少橢圓度;提高淬火冷卻介質(zhì)溫度,減少淬火變形;入油方式改為齒輪軸線(xiàn)與冷卻油液面平行的吊裝方式,使齒輪冷卻較均勻,減小淬火時(shí)的熱應(yīng)力。
經(jīng)過(guò)工藝1、工藝2的比較,之后又經(jīng)過(guò)10個(gè)批次的工藝2生產(chǎn)試驗(yàn),該零件Φ356mm外圓對(duì)B面平面度跳動(dòng)量合格率均超過(guò)95%以上工藝取得較為滿(mǎn)意的結(jié)果。
4.結(jié)語(yǔ)
通過(guò)分析,變形以熱應(yīng)力為主,因此采取了一系列措施降低熱應(yīng)力,如為減少齒圈變形,強(qiáng)滲時(shí)加熱溫度取下限(850℃),保溫時(shí)間安排合理,降代淬火溫度(825℃),并盡量保持零件各部分溫度均勻一致時(shí)淬火,油溫適當(dāng)提高(120℃),以減少淬火畸變傾向,工件應(yīng)根據(jù)其形狀采取了正確的裝夾(采用吊裝),經(jīng)過(guò)理論分析,制定相應(yīng)的工藝并付諸試驗(yàn),對(duì)減少變形方法,在工作中取得一定成效。
作者:吳華,卞云霞
單位:山推工程機(jī)械股份有限公司
來(lái)源:《金屬加工(熱加工)》雜志
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.998abcd.com/Steel-Knowledge/Control-of-quenching-deformation-of-20CrMnTi-tractor-drive-gear-ring.html
|