
Cr12MoV鋼模板磨削開(kāi)裂原因分析
本站之前發(fā)表過(guò):Cr12MoV鋼顯微組織 Cr12MoV鋼陶瓷模具異常開(kāi)裂分析 Cr12MoV鋼模具開(kāi)裂了與熱處理沒(méi)關(guān)系? 等文章; 今天們?cè)賮?lái)一起研究一下:Cr12MoV鋼模板磨削開(kāi)裂原因分析 。
Cr12MoV鋼模板在磨削加工過(guò)程中磨面出現(xiàn)了裂紋,磨削表面有明顯的褐色振紋焦斑,見(jiàn)圖1,經(jīng)著色探傷顯示,沿孔周?chē)蟹派錉盍鸭y及細(xì)小網(wǎng)絡(luò)狀裂紋,見(jiàn)圖2。模板的設(shè)計(jì)要求如下:規(guī)格為580mm*210mm*50mm,材料為Cr12MoV鋼,馬氏體級(jí)別<3級(jí),硬度60-64HRC;加工工藝路線為:原材料→下料→機(jī)械加工→真空淬火+回火→磨削加工→線切割加工→鉗工修整;真空熱處理工藝為650℃預(yù)熱90min, 820℃預(yù)熱90min,升至1020℃開(kāi)始保溫,保溫時(shí)間60min。預(yù)冷淬靜油(60-80℃),油中冷卻15分鐘出油;180℃×3h二次回火。筆者就模板的開(kāi)裂原因進(jìn)行了分析,并提出了相應(yīng)的改進(jìn)措施。
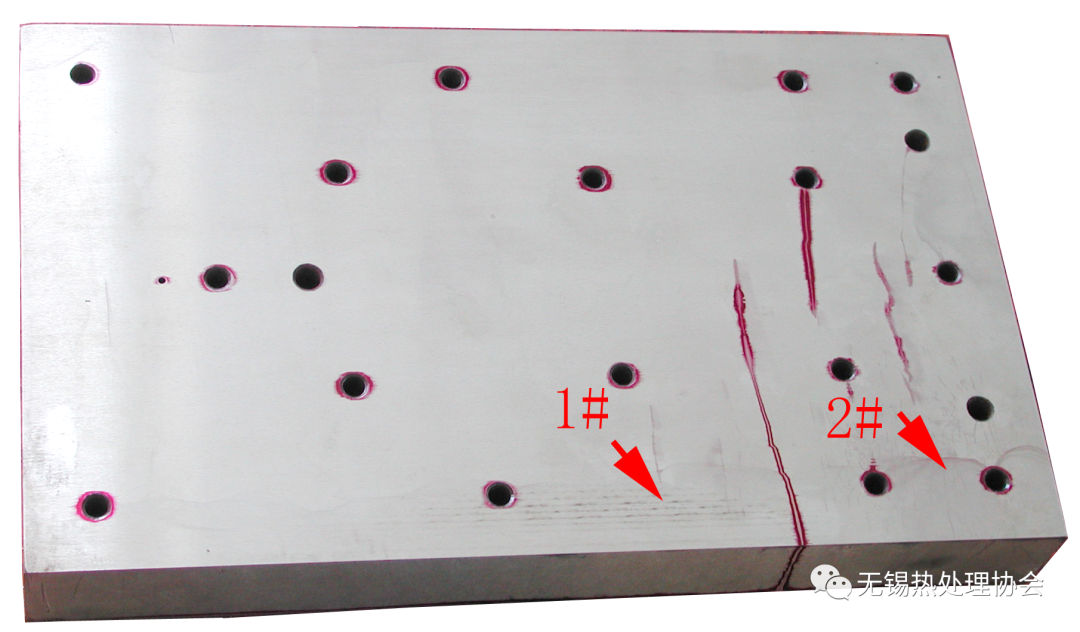
圖1 模板開(kāi)裂實(shí)物圖
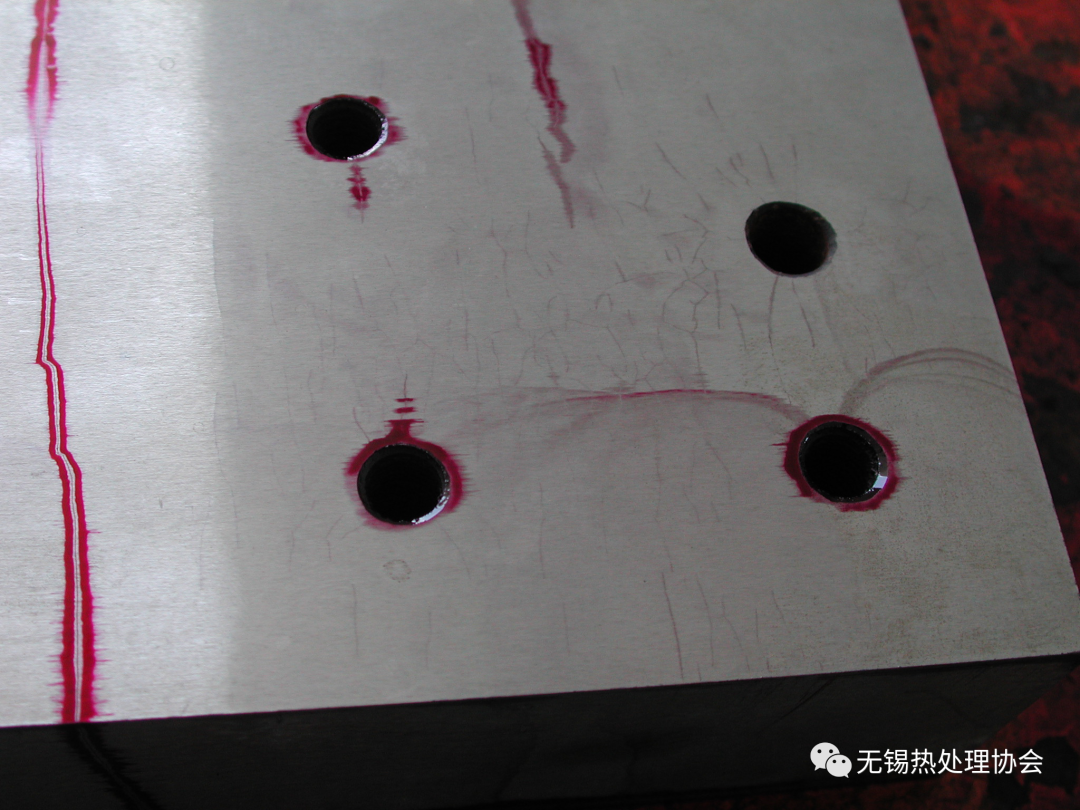
圖2 模板著色探傷后裂紋形貌
1、理化檢驗(yàn)
1.1化學(xué)成份分析
沿裂紋區(qū)域取樣, 退火后鉆取樣屑,采用滴定法及碳硫分析儀進(jìn)行化學(xué)成分分析,結(jié)果見(jiàn)表1,元素含量均符合GB/T1299-2008《合金工具鋼》對(duì)Cr12MoV鋼成分的技術(shù)要求。
表1 Cr12MoV鋼模板化學(xué)成分(質(zhì)量分?jǐn)?shù)) %
化 學(xué) 成 份 | ||||||||
元素 | C | Cr | Mo | V | Si | Mn | S | P |
實(shí)測(cè)值 | 1.65 | 12.05 | 0.41 | 0.22 | 0.18 | 0.31 | 0.008 | 0.015 |
標(biāo)準(zhǔn)值 | 1.45-1.70 | 11.00-12.50 | 0.40-0.60 | 0.15-0.30 | ≤0.40 | ≤0.40 | ≤0.030 | ≤0.030 |
1.2金相檢驗(yàn)
沿裂紋區(qū)域取樣磨拋成金相試樣,用化學(xué)侵蝕法顯示其組織。按GB/T 10561-2005 《鋼中非金屬夾雜物含量的測(cè)定——標(biāo)準(zhǔn)評(píng)級(jí)圖顯微檢驗(yàn)法》評(píng)定非金屬夾雜物,結(jié)果見(jiàn)表2。
表2、模板非金屬夾雜物級(jí)別
類型 | A類夾雜物 | B類夾雜物 | C類夾雜物 | D類夾雜物 |
級(jí)別(級(jí)) | 1.5 | 0.5 | 0.5 | 0 |
共晶碳化物呈網(wǎng)狀分布,按照GB/T14979-94《鋼的共晶碳化物不均勻度評(píng)定法》標(biāo)準(zhǔn)第四級(jí)別圖評(píng)定共晶碳化物不均勻度級(jí)別5級(jí),見(jiàn)圖3。
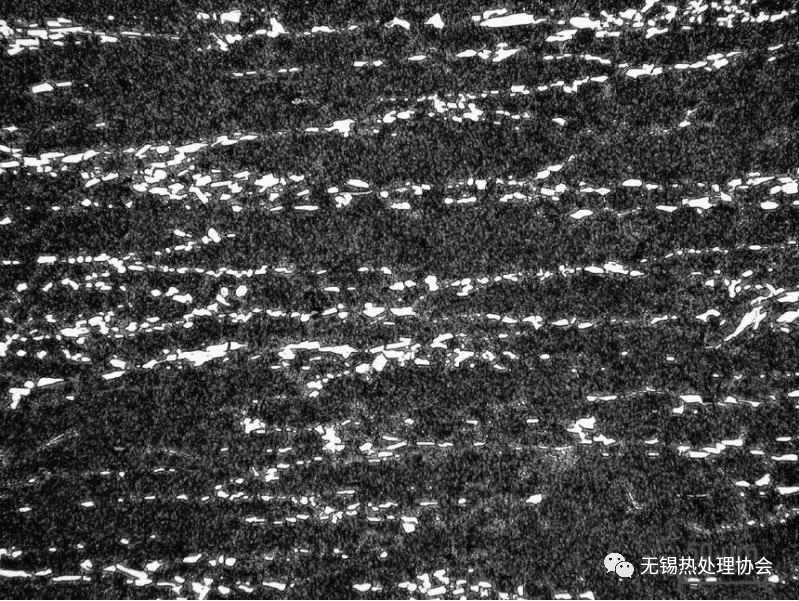
圖3 共晶碳化物分布形貌100X
將磨削面輕拋后用4%硝酸酒精溶液浸蝕,磨削面呈現(xiàn)出黑白相間的條帶,白色條帶為二次淬硬區(qū)域,黑色為高溫?zé)齻鼗饏^(qū)域,見(jiàn)圖4。

圖4 模板磨削面二次淬硬層及高溫?zé)齻麑有蚊?0X
與磨面垂直的試樣表面有清晰的白亮層,為二次淬火馬氏體,淬硬層深度0. 05 mm; 次表層顏色較深,為高溫回火組織,即回火托氏體,燒傷層總深度0.21 mm,見(jiàn)圖5。這是磨削加工所產(chǎn)生的熱量使表層溫度升高到相變點(diǎn)AC1以上奧氏體化,隨后由于磨削液及工件自身的冷卻,產(chǎn)生了二次淬火馬氏體,難以腐蝕呈白亮色。由表及里溫度逐漸降低,次表層溫度接近AC1時(shí),被高溫回火,因析出了大量碳化物而易腐蝕。裂紋與表面垂直,且深淺不一,較深處為0.35mm,裂紋內(nèi)無(wú)氧化物,兩側(cè)無(wú)氧化脫碳現(xiàn)象,見(jiàn)圖5,說(shuō)明該裂紋為磨削裂紋。裂紋穿透磨削燒傷層,說(shuō)明工件內(nèi)應(yīng)力較大,組織回火不足。
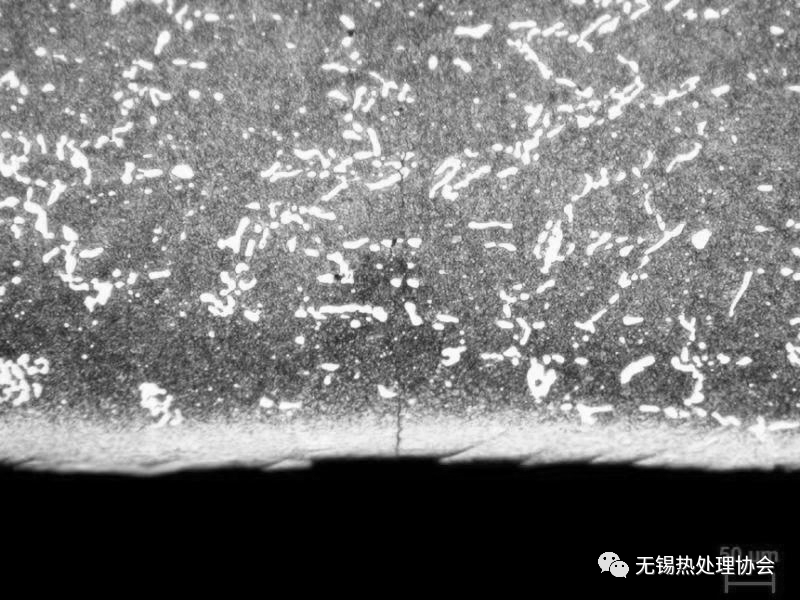
圖5 二次淬火層、回火燒傷層及表面裂紋形貌 100X
基體顯微組織為馬氏體+殘留奧氏體+共晶碳化物+顆粒狀碳化物,按JB/T 7713-2007 《高碳高合金鋼制冷作模具顯微組織檢驗(yàn)》標(biāo)準(zhǔn)評(píng)定,馬氏體為2級(jí),見(jiàn)圖6。
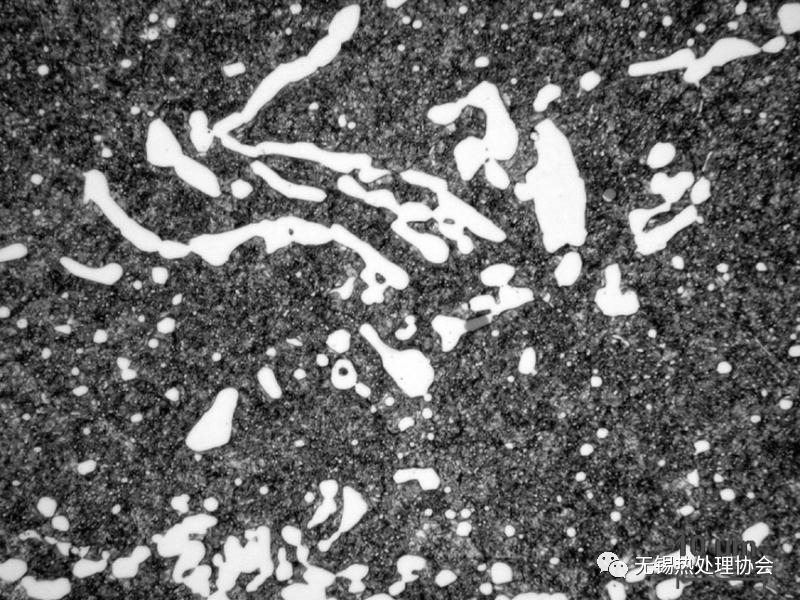
圖6 基體顯微組織形貌 400X
1.3硬度測(cè)試
用HR-150A洛氏硬度計(jì)檢測(cè),硬度為61.5HRC;61.0HRC;61.5HRC,符合設(shè)計(jì)要求。
二次淬火層及高溫?zé)齻麑拥挠捕扔?/span>HXD-1000TMC顯微硬度計(jì)檢測(cè)HV0.1,按照GB/T 1172-1999《黑色金屬硬度及強(qiáng)度換算值》標(biāo)準(zhǔn)換算成HRC,測(cè)試結(jié)果見(jiàn)表3。二次淬火層、高溫?zé)齻麑佑捕染环显O(shè)計(jì)要求。
表3 二次淬火層及高溫?zé)齻麑拥挠捕?/span>
二次火硬層硬度值 | 高溫?zé)齻麑佑捕戎?/span> | |
HV0.1 | 745,756,760 | 653,647,667 |
相當(dāng)于HRC | 62.0,62.5,62.5 | 58.0,57.5,58.5 |
2.分析與討論
磨削是利用砂輪的切刃和模板接觸進(jìn)行磨擦切削,磨削所消耗的功幾乎80%變成了熱量,使模板表面的溫度驟然間升高,可達(dá)800℃以上產(chǎn)生馬氏體相變,且磨削熱向工件內(nèi)傳播,沿截面急劇改變零件的溫度,它可產(chǎn)生兩方面的變化:⑴模板表面被繼續(xù)回火,導(dǎo)致硬度下降,比容驟減;當(dāng)磨削激烈時(shí)會(huì)產(chǎn)生二次淬火現(xiàn)象,并將其次層回火,見(jiàn)圖6。淺表層金屬因比容減小而導(dǎo)致體積收縮,因受到內(nèi)層金屬的阻礙,而引起(兩向)拉應(yīng)力,它是磨削拉應(yīng)力主要組成部分之一;⑵被磨削熱加熱而使體積膨脹了的淺表層金屬,在隨后的冷卻(冷卻液作用下)期間,由于體積迅速收縮受到內(nèi)層金屬的阻礙,也在淺表面內(nèi)產(chǎn)生了拉應(yīng)力,它是磨削拉應(yīng)力的另一個(gè)構(gòu)成部分[7]。
模板基體組織回火不充分,組織穩(wěn)定性差,熱處理應(yīng)力未能充分消除,且殘留奧氏體亦不能完全轉(zhuǎn)變,磨削時(shí)受磨削集熱的影響,將生成新生馬氏體,使材質(zhì)的脆性增加;模板共晶碳化物呈封閉網(wǎng)絡(luò)狀、堆積狀、銳利尖角狀分布,增加了切口效應(yīng);當(dāng)磨削過(guò)烈時(shí),工件表層被二次淬火,表層金屬比容增大導(dǎo)致體積膨脹,共晶碳化物尖角及聚集處成為應(yīng)力集中源; 模板在磨削過(guò)程中,磨削力、摩擦力大或者砂輪過(guò)鈍等因素,形成了復(fù)雜的應(yīng)力狀態(tài),包括原有的殘余應(yīng)力(如回火不充分、組織均勻性差而產(chǎn)生附加內(nèi)應(yīng)力),磨削熱引起的熱應(yīng)力、高速磨削時(shí)的機(jī)械(滾壓)應(yīng)力及磨削過(guò)程中發(fā)生的相變(表層溫度過(guò)高引起馬氏體相變)所引起的組織應(yīng)力等,當(dāng)總應(yīng)力超過(guò)工件本身的強(qiáng)度極限時(shí),二次淬火層的共晶碳化物尖角處將率先啟裂,產(chǎn)生磨削裂紋。
3.結(jié)論與措施
(1)由于模板回火不充分,碳化物均勻性較差,磨削時(shí)進(jìn)給量大,冷卻不充分或砂輪過(guò)鈍等因素,使得模板磨削加工時(shí)產(chǎn)生了磨削裂紋。
(2)原材料應(yīng)充分改鍛,加大鍛造比,可降低共晶碳化物不均度級(jí)別;適當(dāng)延長(zhǎng)回火時(shí)間,充分消除淬火應(yīng)力;磨削加工時(shí)嚴(yán)格控制進(jìn)磨量,充分冷卻,及時(shí)修整砂輪,可有效防止磨削開(kāi)裂。
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.998abcd.com/Steel-Knowledge/Cr12MoVkl.html
|