
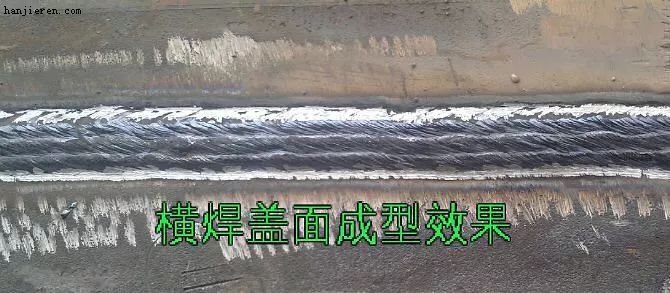
干過探傷活的,大家都知道丁字口的探傷很容易出問題,下面來聽聽老師傅怎么講吧:






掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.998abcd.com/Steel-Knowledge/DingZiHan.html
|
干過探傷活的,大家都知道丁字口的探傷很容易出問題,下面來聽聽老師傅怎么講吧:
|
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.998abcd.com/Steel-Knowledge/DingZiHan.html
|
|
|
常州精密鋼管博客網(wǎng)推薦您訪問: |
|---|