
低噪長(zhǎng)壽命齒圈關(guān)鍵工序工藝研究及應(yīng)用
齒圈是各類柴油機(jī)或汽油機(jī)的重要部件。齒圈與為發(fā)動(dòng)機(jī)提供轉(zhuǎn)動(dòng)慣量的圓盤組成一個(gè)部件,在發(fā)動(dòng)機(jī)起動(dòng)時(shí),通過飛輪齒圈與起動(dòng)機(jī)的齒輪嚙合,帶動(dòng)曲軸旋轉(zhuǎn),使發(fā)動(dòng)機(jī)正常工作。發(fā)動(dòng)機(jī)起動(dòng)時(shí),齒圈與齒輪嚙合的瞬間沖擊較大,齒間發(fā)出撞擊聲,因此如何在齒圈設(shè)計(jì)與制造過程中提高產(chǎn)品的抗沖擊能力、減少嚙合噪聲等方面,同時(shí)提高生產(chǎn)效率、延長(zhǎng)齒圈使用壽命上已經(jīng)成為提高產(chǎn)品競(jìng)爭(zhēng)能力的核心技術(shù)。
齒圈在機(jī)加工完成后都要進(jìn)行熱處理,以提高其表面硬度及耐磨性能。目前常用熱處理工藝為高頻感應(yīng)淬火,多數(shù)用于工業(yè)金屬零件表面淬火,是使工件表面產(chǎn)生一定的感應(yīng)電流,迅速加熱零件表面,然后迅速淬火的一種金屬熱處理方法。使用的設(shè)備為高頻淬火感應(yīng)器,感應(yīng)加熱的原理:工件放到感應(yīng)器內(nèi),感應(yīng)器一般是輸入中頻或高頻交流電(1000~300000Hz或更高)的空心銅管,銅管制作成方管形狀,通過設(shè)計(jì)好的胎具在加熱變形的條件下快速完成整形,做成想要的圓柱形感應(yīng)器,產(chǎn)生交變磁場(chǎng)在工件中產(chǎn)生出同頻率的感應(yīng)電流,這種感應(yīng)電流在工件的分布是不均勻的,在表面強(qiáng),而在內(nèi)部很弱,到心部接近于0,利用這個(gè)集膚效應(yīng),可使工件表面迅速加熱,在幾秒鐘內(nèi)表面溫度上升到800~1000℃,而心部溫度升高很小。普通的齒圈淬火要求一般為淬透件,齒圈的兩端面淬硬層深度、硬度及金相等級(jí)均相同,此結(jié)構(gòu)能夠滿足普通齒圈的淬火要求,淬出來的工件淬硬層深度上下一致。
一、倒梯結(jié)構(gòu)齒圈淬火感應(yīng)器的應(yīng)用延長(zhǎng)齒圈使用周期
國(guó)內(nèi)齒圈熱處理主要應(yīng)用高頻感應(yīng)淬火工藝,但是因感應(yīng)器的結(jié)構(gòu)會(huì)帶來不同的淬硬效果。通常齒圈上下兩端面的淬硬層深度相同,即兩端面的淬硬層硬度也相同,硬度高了就會(huì)產(chǎn)生齒心部脆易斷裂的缺陷,大大降低齒的耐用性。在齒圈的實(shí)際工作時(shí),僅僅與嚙合齒輪接近的端面受較大的沖擊,而與飛輪連接貼合的端面應(yīng)該保持較軟具有緩沖的功用最佳。這樣歸結(jié)起來就是齒面硬、齒心部相對(duì)較軟才是最佳的齒圈淬火狀態(tài),倒梯結(jié)構(gòu)的淬火感應(yīng)器可以達(dá)到這個(gè)“外硬內(nèi)軟”的理想狀態(tài)。
根據(jù)齒圈的實(shí)際使用情況,與起動(dòng)機(jī)齒輪嚙合時(shí)的進(jìn)入端受沖擊力較大,工作頻次大,即齒圈的倒角端與齒圈的非倒角端面承受不同的載荷,對(duì)齒圈兩端面的淬硬層深度要求不同,硬度也不相同,并且為了保證齒的使用壽命,且淬硬層不能過齒根圓,這就是所謂的“陰陽臉”。在實(shí)際加工過程中雖然由于某些因素會(huì)導(dǎo)致“陰陽臉”的產(chǎn)生,但是這些“陰陽臉”屬于熱處理缺陷,無法精確控制。
采用倒梯結(jié)構(gòu)齒圈淬火感應(yīng)器,很好地解決了傳統(tǒng)高頻感應(yīng)淬火工藝無法實(shí)現(xiàn)齒圈“陰陽臉”的技術(shù)問題,從而大幅提高了齒圈件的使用壽命。
下面結(jié)合圖1、圖2和實(shí)施案例對(duì)此特殊高頻感應(yīng)淬火工藝進(jìn)一步說明。
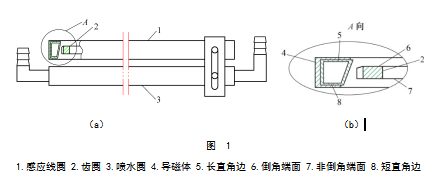
一種齒圈高頻感應(yīng)淬火工藝,包括以下步驟:
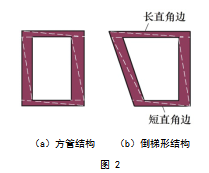
(1)調(diào)整淬火感應(yīng)圈1的截面形狀,使淬火感應(yīng)圈的截面形狀為直角梯形(見圖2b),淬火感應(yīng)圈的三個(gè)直角邊的外周均包覆有導(dǎo)磁體4,導(dǎo)磁體進(jìn)行磁場(chǎng)屏蔽,減少能量損失,起到了節(jié)能作用,淬火感應(yīng)圈1水平放置且淬火感應(yīng)圈的長(zhǎng)直角邊5朝上,將齒圈2放置于淬火感應(yīng)圈1內(nèi)且齒圈2的倒角端面6朝上。
(2)第一次淬火,淬火感應(yīng)圈1的長(zhǎng)直角邊5到齒圈2的倒角端面6的落差為第一設(shè)定距離,加熱時(shí)間設(shè)定為第一設(shè)定時(shí)間,冷卻時(shí)間設(shè)定為第二設(shè)定時(shí)間。
(3)第二次淬火,淬火感應(yīng)圈1的短直角邊8到齒圈2的非倒角端面7的落差為第二設(shè)定距離,加熱時(shí)間設(shè)定為第三設(shè)定時(shí)間,冷卻時(shí)間設(shè)定為第四設(shè)定時(shí)間。
本方案可以根據(jù)齒圈2兩端面的硬度要求以及淬火深度的要求,調(diào)整第一次淬火和第二次淬火的工藝參數(shù),使得“陰陽臉”可以通過參數(shù)調(diào)整來控制,解決了長(zhǎng)期困擾本領(lǐng)域員的技術(shù)難題。
下面,以齒圈2的厚度為17.5mm、淬火感應(yīng)圈1的厚度為26mm為例詳細(xì)介紹以上特殊工藝過程。
使用工裝撐緊齒圈2的內(nèi)圈,使得齒圈2的倒角端面6朝上放置于淬火感應(yīng)圈1中,齒圈2與淬火感應(yīng)圈1同心設(shè)置,淬火感應(yīng)圈1的長(zhǎng)直角邊5朝上設(shè)置,位于淬火感應(yīng)圈1的短直角邊8一側(cè)設(shè)有矩形截面結(jié)構(gòu)的噴水圈3,噴水圈3通過緊固件與淬火感應(yīng)圈1連接在一起,用于噴水冷卻,淬火冷卻介質(zhì)濃度3%~5%,濃度太小淬火件易出現(xiàn)裂紋現(xiàn)象,濃度太大淬火件的硬度不夠。
第一次淬火時(shí),淬火感應(yīng)圈1的長(zhǎng)直角邊5到齒圈2的倒角端面6的落差為3.5mm,加熱時(shí)間設(shè)定為5.8s,冷卻時(shí)間設(shè)定為10s,冷卻時(shí)間即噴水時(shí)間,也需要控制,時(shí)間短易出現(xiàn)托氏體,甚至是噴水壓力也應(yīng)該有效控制,通常壓力控制在0.3~0.45MPa,壓力小易導(dǎo)致淬火件金相組織不均勻,易出現(xiàn)托氏體,降低金相等級(jí)。
冷卻后調(diào)整齒圈2位置,然后進(jìn)行第二次淬火,淬火感應(yīng)圈1的短直角邊8到齒圈2的非倒角端面7的落差為2mm,加熱時(shí)間設(shè)定為5.7s,冷卻時(shí)間設(shè)定為10s,同樣,冷卻時(shí)間和噴水壓力參考第一次淬火。
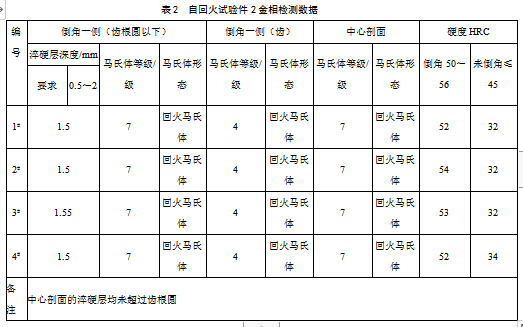
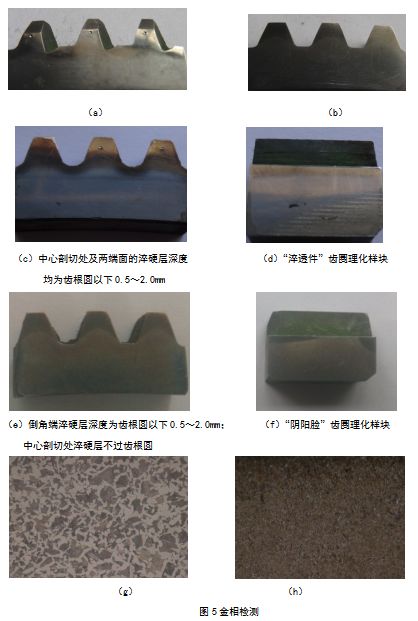
齒圈2一次淬火不能加工出想要的淬硬層,中間有斷層,通過兩次淬火,齒圈2兩端面的淬硬層深度不同,并且齒圈2的倒角端面6的硬度為50~56HRC,齒圈2的非倒角端面7的硬度為25~35HRC,倒角端面6的淬硬層深度為齒根以下0.5~2.0mm,齒寬中心剖面的淬硬層不超過齒根圓,很好地控制實(shí)現(xiàn)了“陰陽臉”。
本方案不僅適應(yīng)于齒圈2的淬火工藝,還適合于其他產(chǎn)品的“陰陽臉”處理工藝,這些產(chǎn)品具有兩個(gè)端面,且兩端面的淬硬層的深度和硬度都有要求,例如鏈輪、礦山設(shè)備中的耐磨圈等,不一一舉例。
二、減少齒圈裝配時(shí)加熱帶來的二次能源浪費(fèi)以及齒圈淬火余熱浪費(fèi)
在齒圈淬火處理時(shí)根據(jù)供應(yīng)形式的不同,可以通過淬火機(jī)床程序設(shè)定相應(yīng)工藝參數(shù)完成自回火處理,還可以利用淬火余熱實(shí)現(xiàn)齒圈與飛輪件的熱裝,減少整機(jī)廠齒圈熱裝工序二次加熱帶來的能源浪費(fèi),雙方實(shí)現(xiàn)經(jīng)濟(jì)效益最大化;同時(shí)減小齒圈二次(重復(fù))加熱導(dǎo)致硬度降低退火的風(fēng)險(xiǎn)。
1.齒圈自回火工藝研究
通過減小冷卻時(shí)間,利用淬火加熱產(chǎn)生的余熱進(jìn)行齒圈自回火,把淬火工序與回火工序合并,省掉回火工序動(dòng)能費(fèi)用及人工成本。
試驗(yàn)設(shè)備:使用ZT-250淬火機(jī)床,如圖3所示。檢測(cè)工具使用TM-902C溫度檢測(cè)儀,如圖4所示。


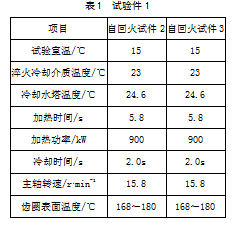
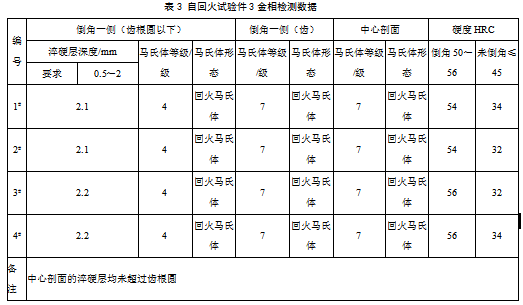
自回火試驗(yàn)數(shù)據(jù)記錄見表1,自回火試驗(yàn)件2金相檢測(cè)數(shù)據(jù)見表2,自回火試驗(yàn)件3金相檢測(cè)數(shù)據(jù)見表3。金相檢測(cè)如圖5所示。
2.齒圈淬火余熱熱裝工藝研究
利用飛輪齒圈高頻感應(yīng)淬火余熱實(shí)現(xiàn)齒圈壓裝工藝的工序可以并入到飛輪機(jī)加工線形成連線的生產(chǎn)模式。縮短飛輪總成加工線的物流距離,減少不必要的資源浪費(fèi),增加產(chǎn)品收益。另外,由于采用總成件方式的供應(yīng),一方面減少了整機(jī)廠分裝線的投入,另一方面作為飛輪組件供應(yīng)方,為公司增加了銷售收入。
國(guó)內(nèi)的發(fā)動(dòng)機(jī)整機(jī)廠多數(shù)還是以傳統(tǒng)的分裝形式完成飛輪齒圈的壓裝,再以飛輪組件的形式送到整機(jī)裝配線完成發(fā)動(dòng)機(jī)的組裝。如濰柴發(fā)動(dòng)機(jī)裝配線,其總裝線旁邊還設(shè)立飛輪部件的分裝預(yù)裝線,承擔(dān)飛輪部件上線前的預(yù)裝任務(wù)。
當(dāng)前,國(guó)內(nèi)外齒圈制造工藝普遍存在能耗壓力大、環(huán)保不達(dá)標(biāo)等諸多弊端,研發(fā)、制造水平均處于較低的水準(zhǔn)。而該工藝方案可降低齒圈加工能耗,節(jié)約勞動(dòng)成本,有著廣闊的推廣應(yīng)用前景。
作者:李金年
單位:盛瑞傳動(dòng)股份有限公司
來源:《金屬加工(熱加工)》雜志
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.998abcd.com/Steel-Knowledge/dzcsmcqgjgxgyyjjyy.html
|