
引導(dǎo)輪為工程機(jī)械底盤件的重要零部件,在工作中起著引導(dǎo)作用,鏈軌節(jié)與引導(dǎo)輪對(duì)磨,要求引導(dǎo)輪用高的強(qiáng)度、高的耐磨性及良好的沖擊性能。熱處理工藝對(duì)引導(dǎo)輪的使用壽命起到關(guān)鍵作用。
1.引導(dǎo)輪簡(jiǎn)圖及技術(shù)要求
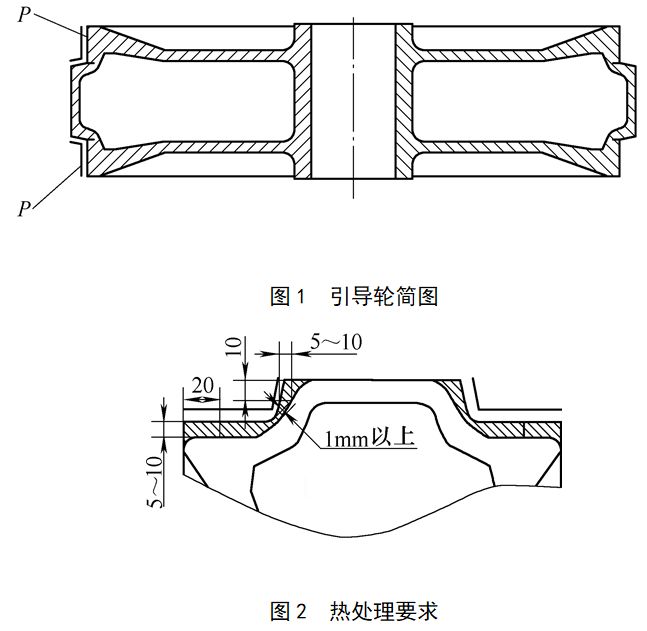
圖1為引導(dǎo)輪簡(jiǎn)圖,采用鑄造結(jié)構(gòu),材料為SCSiMn2H,對(duì)P部進(jìn)行感應(yīng)熱處理。表面硬度要求52~60HRC,硬化層深為5~8mm,R處硬化層深為1mm以上,允許有30~40mm的軟帶。如圖2所示。
對(duì)于引導(dǎo)輪感應(yīng)淬火我公司采用兩臺(tái)中頻電源和一臺(tái)引導(dǎo)輪專用淬火機(jī)床進(jìn)行熱處理。電源型號(hào)為KGPS250/2.5-8K,感應(yīng)淬火后進(jìn)行回火。
2.淬火方式與感應(yīng)器結(jié)構(gòu)
感應(yīng)器作為感應(yīng)器熱處理的重要裝置,其設(shè)計(jì)與制造質(zhì)量直接影響淬火質(zhì)量。該引導(dǎo)輪采用掃描加熱淬火的方式,采用兩個(gè)感應(yīng)器進(jìn)行加熱,一個(gè)為預(yù)熱,另一個(gè)感應(yīng)器一邊加熱,一邊冷卻,引導(dǎo)輪以一定的速度進(jìn)行旋轉(zhuǎn)。感應(yīng)器同時(shí)加熱上下兩個(gè)工作面。從而實(shí)現(xiàn)工作面,R處及輪沿三個(gè)圓面的加熱、淬火,加熱過(guò)程如圖3所示。

圖3 引導(dǎo)輪淬火
圖4為感應(yīng)器簡(jiǎn)圖,該感應(yīng)器為仿形感應(yīng)器,在感應(yīng)器上加裝了導(dǎo)磁體,導(dǎo)磁體的作用是減少磁力線的逸散和提高感應(yīng)器的效率。改善復(fù)雜形狀工件加熱區(qū)磁場(chǎng)分布,以獲得均勻的溫度分布,設(shè)計(jì)、制作過(guò)程中感應(yīng)器時(shí)應(yīng)注意以下幾點(diǎn):
(1)感應(yīng)器上下兩個(gè)加熱面精度要控制,這是保證感應(yīng)加熱過(guò)程中上下兩個(gè)工作面間隙的關(guān)鍵。
(2)感應(yīng)器焊接完成,用專用胎具進(jìn)行校形及檢驗(yàn)來(lái)保證尺寸在要求的范圍內(nèi)。
(3)感應(yīng)器必須進(jìn)行耐壓試驗(yàn)不得有滲水現(xiàn)象,水的壓力應(yīng)在0.3MPa以上進(jìn)行試漏試驗(yàn)。因?yàn)閷?duì)于平面淬火感應(yīng)加熱來(lái)說(shuō),一般效率較低,感應(yīng)器發(fā)熱較大,必須要有好的冷卻來(lái)把熱量帶走,來(lái)保證感應(yīng)器的壽命。
(4)導(dǎo)磁體粘貼緊密,兩面導(dǎo)磁體加裝數(shù)量大體一致,從而保證兩工作面加熱效果一致。
![]()
3.感應(yīng)淬火工藝
淬火溫度控制在840~880℃之間。冷卻時(shí)采用AQ251淬火液,淬火液濃度為4%~6%。該淬火液用于感應(yīng)加熱噴淋冷卻,可以消除表面淬火裂紋,并獲得比水淬更高更均勻的表面硬度。淬火后及時(shí)回火,回火在臺(tái)車爐中進(jìn)行,回火溫度為180℃×3h。圖5為引導(dǎo)輪感應(yīng)熱處理后硬化層簡(jiǎn)圖。
![]()
4.引導(dǎo)輪感應(yīng)淬火出現(xiàn)的缺陷及預(yù)防
對(duì)于引導(dǎo)輪掃描淬火,在生產(chǎn)過(guò)程中,如控制不好易產(chǎn)生以下幾點(diǎn)缺陷:
(1)表面裂紋:這是淬火感應(yīng)器與工件過(guò)小造成的。增大間隙,因此合理的間隙是感應(yīng)淬火的關(guān)鍵,間隙控制在3~4mm,在生產(chǎn)過(guò)程中要定期測(cè)量,進(jìn)行控制。
(2)接口裂紋:對(duì)于引導(dǎo)輪圓周掃描淬火,總是要存在軟帶問(wèn)題,在接口處如果控制不當(dāng)很容易產(chǎn)生裂紋。如若接頭時(shí),加熱停止過(guò)晚,則會(huì)造成淬火組織的重新加熱、退火,造成組織發(fā)生轉(zhuǎn)變M→P+F。在冷卻的過(guò)程中,此組織變?yōu)槔瓚?yīng)力,熱應(yīng)力也為拉應(yīng)力。在這兩種拉應(yīng)力的作用下造成接口裂紋。因此解決接口裂紋的主要問(wèn)題是控制淬火組織結(jié)束時(shí)不被重新加熱。
(3)導(dǎo)磁體定期更換,在使用中感應(yīng)器壽命會(huì)降低,如不及時(shí)更換,熱處理質(zhì)量有較大的變化,不能保證硬化層深的要求。
(4)上下工作面硬化層不一致:這主要是因?yàn)樯舷鹿ぷ髅骈g隙不一致,加熱溫度不同造成的。因此,在進(jìn)行加熱前感應(yīng)器調(diào)整間隙一致是關(guān)鍵。
5.結(jié)語(yǔ)
(1)引導(dǎo)輪感應(yīng)掃描淬火所需電源功率較小,特別在大型引導(dǎo)輪感應(yīng)熱處理中更有它無(wú)可替代的優(yōu)點(diǎn)。
(2)感應(yīng)器制作的好壞,直接影響感應(yīng)器的壽命及引導(dǎo)輪的熱處理質(zhì)量。
(3)合理的控制接口軟帶寬度是解決接口裂紋的關(guān)鍵。
作者:馬強(qiáng)、郭靜 、王亞琳
單位:山推履帶底盤分公司
來(lái)源:《金屬加工(熱加工)》雜志
掃二維碼分享給你的朋友。2、點(diǎn)下面的鏈接分享到朋友圈。")
| |
|
? 請(qǐng)關(guān)注 微信公眾號(hào): steeltuber. 轉(zhuǎn)載請(qǐng)保留鏈接: http://www.998abcd.com/Steel-Knowledge/gcjxydlsmchgy.html
|