
摘 要:航空工業(yè)中為了適應(yīng)航空產(chǎn)品減輕重量、提高使用性能的要求,絕大多數(shù)航空金屬零件都要進行熱處理,以獲得高的比強度和良好的綜合性能,航空零件的熱處理決定了零件的內(nèi)在質(zhì)量,直接影響零件的加工性和使用性,在航空工業(yè)生產(chǎn)中熱處理占有及其重要的地位。而如何實施熱處理過程質(zhì)量控制,確保熱處理后零件產(chǎn)品的質(zhì)量顯得尤為重要。本文從熱處理過程質(zhì)量控制的人、機、料、法、環(huán)、測等影響要素的控制入手,提出了熱處理過程質(zhì)量控制點及熱處理過程質(zhì)量重點控制內(nèi)容,并對熱處理過程質(zhì)量控制中存在問題及改進措施進行了說明,為提升航空工業(yè)中熱處理過程質(zhì)量控制水平提供了思路。
前言
金屬材料熱處理是重要的航空制造技術(shù)之一,它對航空產(chǎn)品的性能、質(zhì)量和壽命起著舉足輕重的作用。為了適應(yīng)航空產(chǎn)品減輕重量、提高使用性能的要求,絕大多數(shù)航空金屬零件都要進行熱處理,以獲得高的比強度和良好的綜合性能[1]。航空零件的熱處理決定了零件的內(nèi)在質(zhì)量,直接影響零件的加工性和使用性,熱處理的不合格零件不僅僅造成了生產(chǎn)原料的浪費,更重要的是存在嚴重的隱患,而安全可靠是航空產(chǎn)品追求的另一個目標,熱處理質(zhì)量對航空產(chǎn)品的可靠性將產(chǎn)生重大影響。因此,在航空工業(yè)生產(chǎn)中熱處理占有及其重要的地位。而如何實施熱處理過程質(zhì)量控制,確保熱處理后航空零件產(chǎn)品的質(zhì)量顯得尤為重要。
1 熱處理過程質(zhì)量控制的六個影響因素控制
1.1 人員控制
從事熱處理工作的人員應(yīng)該具備熱處理理論知識和實際操作技能,并通過職業(yè)資格鑒定取得上崗證。人員控制方面要轉(zhuǎn)變傳統(tǒng)的檢驗人員被動把關(guān)的質(zhì)量保證觀念,應(yīng)樹立全員參與、全過程控制、全面管理的過程質(zhì)量管理思路和觀念。
1.2 設(shè)備與儀表控制
熱處理零件加工是通過熱處理設(shè)備來實現(xiàn),熱處理工藝參數(shù)是通過相應(yīng)的熱電偶、溫度控制儀表、溫度記錄儀表、真空度儀表等來控制和記錄,因此熱處理設(shè)備和儀表的等級很大程度上決定了熱處理零件的加工質(zhì)量。
1.3 零件原材料和工藝材料控制
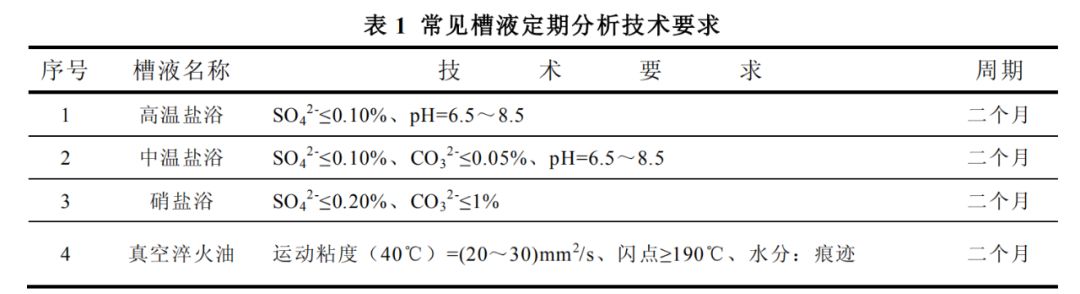
優(yōu)質(zhì)的材料是熱處理質(zhì)量控制的最初保證,如果鋼材本身存在著各種缺陷和問題,就可能在熱處理時被擴大或者引發(fā)熱處理缺陷和問題,從而影響熱處理質(zhì)量。熱處理工藝材料是指在熱處理生產(chǎn)過程中使用,對零件熱處理質(zhì)量影響很大的材料,它包括熱處理用鹽、淬火介質(zhì)、保護氣體等。如表1所示為常見槽液定期分析技術(shù)要求。
1.4 文件資料以及工藝控制
1)文件資料控制。航空熱處理零件的生產(chǎn)都必須嚴格按相關(guān)型號技術(shù)條件和標準及工藝規(guī)程進行,并做好質(zhì)量原始記錄。相關(guān)技術(shù)文件和質(zhì)量原始記錄是質(zhì)量管理必不可少的根據(jù),是提高和改進質(zhì)量的信息來源,一旦發(fā)生質(zhì)量事故,可以據(jù)此進行質(zhì)量跟蹤和問題的處理。
2)工藝控制。首先,根據(jù)不同的材料、技術(shù)要求,選擇合適的熱處理設(shè)備。其次,根據(jù)零件的加工等級來決定是否需要用到熱處理夾具。最后,根據(jù)工藝、材料、標準等,根據(jù)零件的大小、形狀等,編制熱處理工藝規(guī)程指導(dǎo)零件熱處理和檢驗,在標準中,如果對材料沒有明確說明,則要參照材料的特性、實驗數(shù)據(jù),選擇相應(yīng)的熱處理工藝。
1.5 熱處理環(huán)境控制
與熱處理相關(guān)的環(huán)境因素主要有生產(chǎn)現(xiàn)場的溫度、濕度、噪音、振動、照明和現(xiàn)場污染程度等。各種儀表應(yīng)遠離灰塵、腐蝕性煙氣和振動不大的地方,環(huán)境溫度(熱處理作業(yè)溫度應(yīng)不低于10℃,檢驗室的溫度應(yīng)不低于15℃)符合儀表要求,還要做好現(xiàn)場的整理、整頓和清掃工作,搞好文明生產(chǎn)。
1.6 檢測過程控制
檢測過程不僅包括爐溫均勻性檢測、設(shè)備儀器儀表檢測等,還包括熱處理零件檢測設(shè)備(硬度計等)的校驗和定檢。根據(jù)設(shè)備類型進行了分類管理,有效地確保了熱處理生產(chǎn)現(xiàn)場儀器、儀表及檢測設(shè)備的有效性,對于未在有效期內(nèi)的器具禁止在過程中使用。
2 熱處理過程質(zhì)量控制點的設(shè)置
質(zhì)量控制點是指為保證工藝過程質(zhì)量穩(wěn)定而設(shè)置的重點控制對象、關(guān)鍵部位或薄弱環(huán)節(jié)。對熱處理生產(chǎn)過程中需要重點控制的質(zhì)量特性進行控制,只有抓住了熱處理生產(chǎn)線上質(zhì)量控制的重點內(nèi)容,才算抓住了熱處理質(zhì)量管理的要害,然后通過“抓重點帶一般”來保證整條熱處理生產(chǎn)線的產(chǎn)品質(zhì)量穩(wěn)定和提高。因此,正確設(shè)置熱處理質(zhì)量控制點,是做好熱處理生產(chǎn)現(xiàn)場質(zhì)量管理的前提。
2.1 熱處理質(zhì)量控制點設(shè)置依據(jù)
熱處理檢驗工序設(shè)置的主要依據(jù)包括但不限于以下內(nèi)容:
1) 產(chǎn)品圖樣或數(shù)模、技術(shù)條件、試驗任務(wù)書等設(shè)計文件。
2) 工藝總方案、零件供應(yīng)狀態(tài)表等工藝文件。
3) 熱處理有關(guān)的標準(如:HB 5013、GJB509B等)、材料規(guī)范等。
4) 有關(guān)的質(zhì)量管理程序等。
5) 顧客要求等。
2.2 熱處理過程質(zhì)量控制點設(shè)置一般原則
一般對熱處理產(chǎn)品性能、精度、安全、壽命、可靠性、安全性等有直接影響的質(zhì)量特性。控制點的設(shè)置要結(jié)合工藝流程、工藝水平、操作經(jīng)驗以及操作工人的熟練程度等具體情況來確定。熱處理質(zhì)量控制點設(shè)置一般原則如下:
1)零件熱處理前應(yīng)設(shè)置檢驗工序。
2)有工藝參數(shù)控制要求的工序應(yīng)進行專檢。
3)具有熱處理關(guān)鍵或重要特性的工序應(yīng)進行專檢。
4)有熱處理變形量控制要求的工序應(yīng)進行專檢。
5)有顯微組織檢查、力學(xué)性能、硬度檢測、電導(dǎo)率等要求的工序應(yīng)進行專檢。
6)熱處理產(chǎn)品移交工序前應(yīng)設(shè)置檢驗工序。
7)熱處理產(chǎn)品完工后應(yīng)設(shè)置終檢工序。
8)熱處理工序過程包含公司相關(guān)技術(shù)文件要求應(yīng)由檢驗部門檢查的內(nèi)容應(yīng)進行專檢。
9)根據(jù)熱處理產(chǎn)品質(zhì)量的穩(wěn)定性、下游單位及顧客反饋質(zhì)量問題等其它要素,在熱處理過程中可適當增加或減少熱處理專檢的設(shè)置。
3 熱處理過程質(zhì)量重點控制內(nèi)容
結(jié)合自身日常熱處理質(zhì)量控制工作實際和工藝紀律檢查及審核、審計等對熱處理過程質(zhì)量重點控制內(nèi)容進行了梳理,確定了熱處理重點控制對象,主要內(nèi)容如下:
1) 熱處理零件的接收。零件產(chǎn)品轉(zhuǎn)入熱處理車間應(yīng)清點零件數(shù)量,檢查零件表面狀態(tài),對于熱處理來說,應(yīng)該關(guān)注零件及隨爐試樣的標識、尺寸等,確保產(chǎn)品批次的可追溯性。文件資料等應(yīng)填寫準確,檢驗印章齊全有效,保證質(zhì)量信息填寫的完整性。
2) 設(shè)備。熱處理生產(chǎn)現(xiàn)場所使用的熱處理爐、儀器、儀表,檢驗設(shè)備等,按要求定期進行檢定和校準。校準狀態(tài)標識清晰、準確,以確保過程工藝參數(shù)及檢測數(shù)據(jù)的準確性。
3) 熱處理工藝參數(shù)。加熱溫度、加熱保溫時間、冷卻速度等選擇合理。
4) 零件裝夾、擺放。零件的裝夾和擺放要確保零加熱介質(zhì)和冷卻介質(zhì)流通,同時盡量減小零件加熱和冷卻過程中的變形和產(chǎn)生應(yīng)力。具體要求需要在指令或車間操作文件中進行明確,必要時要求繪制零件熱處理吊掛圖。
5) 周期性試驗機監(jiān)控。嚴格按照工藝文件和技術(shù)條件及相關(guān)標準對熱處理用鹽、淬火介質(zhì)、保護氣體、烘爐要求等進行定期檢測和監(jiān)控,檢測結(jié)果應(yīng)滿足相關(guān)文件要求后方可進行熱處理生產(chǎn)。
6) 熱處理生產(chǎn)過程確認的控制。對特殊過程確認的準則進行評審;對所使用的設(shè)備進行認可;對過程的相關(guān)人員資格進行鑒定;準確記錄確認過程相關(guān)記錄;當生產(chǎn)條件(如材料、設(shè)施、人員等)發(fā)生變化時,應(yīng)對特殊過程進行再確認。
7) 質(zhì)量記錄的管控。熱處理生產(chǎn)過程中的產(chǎn)品制造記錄、理化試驗報告、溫度時間記錄表盤、槽液周期報告等記錄較多,日常應(yīng)建立嚴格的審查及歸檔制度,每月應(yīng)定期對熱處理過程中產(chǎn)生的記錄進行審查和歸檔及存儲,以便于信息查詢及問題追溯。
4 熱處理過程質(zhì)量控制中存在問題及改進措施
4.1 存在問題
熱處理過程質(zhì)量控制中存在的主要問題如下:
1)從事熱處理相關(guān)工作人員新老交替,各工種人員專業(yè)技能水平有待提升。
2)熱處理生產(chǎn)廠老舊設(shè)備較多,故障率較高,且獨生子設(shè)備較多,往往因為一臺熱處理設(shè)備出現(xiàn)問題耽誤生產(chǎn)周期,影響科研及批生產(chǎn)任務(wù),新設(shè)備及新工藝應(yīng)用不足。
3)熱處理產(chǎn)品入廠驗收把控不嚴,導(dǎo)致熱處理后質(zhì)量問題頻繁發(fā)生。
4)紙質(zhì)質(zhì)量記錄較多,無紙化程度較低,記錄容易出錯,審核、審計時易出問題,歸檔壓力較大。
5)熱處理質(zhì)量控制過程未實現(xiàn)全員參與,目前被被動仍依靠檢驗人員進行看管,自主質(zhì)量控制并未實現(xiàn)。
4.2 改進措施
針對熱處理過程質(zhì)量控制中存在問題的改進措施如下:
1)做好人員需求計劃,做好人力資源管理及儲備,定期組織專業(yè)培訓(xùn),并經(jīng)過資格考核,提升各工種人員專業(yè)技能水平。
2)努力改善生產(chǎn)作業(yè)環(huán)境。對直接影響熱處理產(chǎn)品質(zhì)量的過程設(shè)備進行重點監(jiān)控,適時安排設(shè)備維修及養(yǎng)護工作,積極采用先進的熱處理技術(shù),開展新設(shè)備及新工藝應(yīng)用的調(diào)研和引進工作,組建熱處理自動化生產(chǎn)線等。
3)加強熱處理產(chǎn)品入廠驗收控制,嚴格按照工藝文件進行熱處理產(chǎn)品的入廠驗收工作(包括:零件外形、表面質(zhì)量、幾何尺寸、隨爐試料等),減少了熱處理后質(zhì)量問題的發(fā)生,提高了生產(chǎn)效率。
4)盡快實現(xiàn)質(zhì)量記錄的無紙化,實現(xiàn)質(zhì)量記錄的信息化管理,避免操作者及檢驗員出現(xiàn)記錄錯誤問題,減輕記錄歸檔壓力,保證審核、審計工作順利通過。
5)實現(xiàn)熱處理產(chǎn)品檢驗工序設(shè)置,明確熱處理過程控制要求的,實現(xiàn)熱處理過程質(zhì)量的自主控制。健全獎懲機制,促進全員參與質(zhì)量控制當中,充分調(diào)動廣大職工的積極性,從裝爐、熱處理到交檢、移交等做到人人都能關(guān)心質(zhì)量,達到全員參與。
5 結(jié)論
熱處理質(zhì)量控制是航空零部件制造過程中極為重要的一個環(huán)節(jié),應(yīng)以熱處理相關(guān)標準為準則,從人、機、料、法、環(huán)、測等影響熱處理過程控制質(zhì)量各要素的控制入手,實行以預(yù)防為主,進行熱處理質(zhì)量控制點設(shè)置,關(guān)注熱處理質(zhì)量控制過程中重點控制內(nèi)容,積極采取熱處理過程自主質(zhì)量控制,改變過去傳統(tǒng)的單純靠最終檢驗被動把關(guān)來保證質(zhì)量的觀念和制度,實現(xiàn)預(yù)防與檢驗結(jié)合的自主控制質(zhì)量保證模式,把重點轉(zhuǎn)移到質(zhì)量形成過程的控制上來,努力提升航空零部件熱處理產(chǎn)品質(zhì)量,促進航空產(chǎn)品整體質(zhì)量的提升。

| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.998abcd.com/Steel-Knowledge/HangKong.html
|