
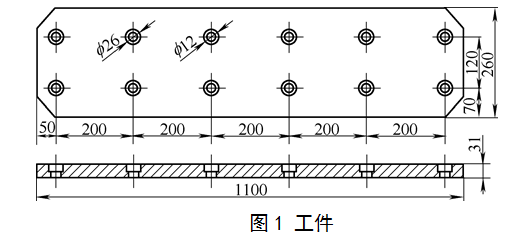
我廠為寶鋼5m軋機生產(chǎn)的滑板,材質(zhì)為20CrMnTi,尺寸如圖1所示。
工件化學成分如附表所示。
工件成分表

該產(chǎn)品技術要求為單面滲碳,層深1.5~2mm。單面淬火,硬度為54~62HRC,共16件。工件來我廠的原始狀態(tài)為正回火后硬度210HBW,經(jīng)滲碳,滲層深為2.15mm,淬火面留0.4mm磨量。到我廠來淬回火。
1.原熱處理工藝
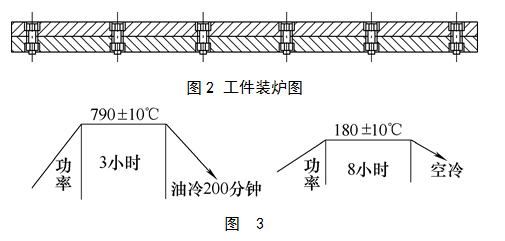
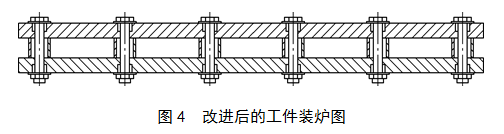
為防止工件變形,我們將工件每兩件用螺栓把合在一起,淬火面朝外。如圖2工件立裝在料盤上,在臺車爐上進行熱處理,工藝如圖3所示。
經(jīng)熱處理后,交檢硬度為37~40HRC,工件變形1~1.5mm。產(chǎn)品質(zhì)量不合格,需要返修。
2.原因分析
經(jīng)分析認為,我廠淬火油已使用了30年以上,雖然補充了一定數(shù)量,但其冷卻能力已大大下降。另外,臺車爐淬火其天車非淬火天車,在出爐到入油時間過長,兩工件把合在一起,截面積過大,且工件裝在料盤上,也影響工件冷卻速度,導致工件未完全淬上火。而變形問題是由于在高溫膨脹和淬火冷卻過程中,組織轉(zhuǎn)變不同,導致工件變形嚴重,把合的螺栓在高溫膨脹拉長,淬火后未能將工件完全把死所導致的。
3.新工藝制定及實施
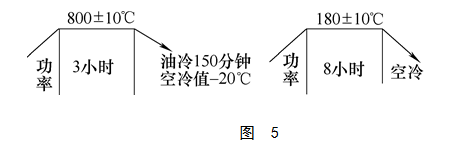
針對這種情況,我們改變了工藝,首先我們改進了工件把合的方法,在兩工件間用套筒將其隔開,再把工件把合,減小淬火的截面積。如圖4所示。
另外,將工件轉(zhuǎn)至井式爐進行熱處理,因為沒有料盤,兩工件分開,且井式爐天車為淬火天車,工件的冷卻速度大大提高,再降低終冷反應溫度,使其得到淬火馬氏體。針對變形問題,我們在其淬火后,工件未入爐時,將把合工件的螺栓全部從新擰緊后,入爐回火。具體工藝如圖5所示。
工藝執(zhí)行后,對工件交檢結(jié)果如下:硬度為55~61HRC,工件變形≤0.3mm。
4.結(jié)語
20CrMnTi厚板類產(chǎn)品,經(jīng)滲碳后淬火,對冷卻速度要求很高,如果冷卻速度不夠則得不到淬火馬氏體,可以通過減少淬火過程中空冷時間及深冷來達到淬火目的,得到淬火馬氏體,而達到硬度要求。而變形問題可以通過對工件的把合,減小因熱應力、特別是因化學成分不同,組織轉(zhuǎn)變不同導致工件產(chǎn)生的變形,淬火冷卻后對螺栓重新擰緊,是因為淬火后,螺栓和螺母因熱脹冷縮導致的把合不緊,對螺栓重新擰緊,矯正了淬火后變形的工件,經(jīng)回火消除了各種應力,解決了淬火后產(chǎn)生變形的工件。
作者:張崇輝
單位:中國第一重型機械股份公司軋輥電站事業(yè)部
來源:《金屬加工(熱加工)》雜志

| |