
扭力桿是應用在汽車、客車及地鐵車輛上控制平衡的關鍵部件,能夠有效的減緩車輛運行時車體由于受到軌道不平順和其他外界的激擾而產生的側滾力,同時用于保證車體與轉向架之間的橫向和垂向之間的連接剛度,提高旅客乘坐的舒適度,并將車輛限制在包絡線內。扭力桿是抗側滾裝置中的主要受力部件,一般汽車扭力桿熱處理工藝為表面中頻感應淬火和回火處理,其表面淬硬層深度≤直徑的25%,而城軌車輛扭力桿屬于長桿類變徑軸,直徑變化在φ50~φ70mm之間,要求扭力桿整體淬硬,且性能均勻性較好。城軌車輛扭力桿傳統的熱處理工藝一般采用井式電阻爐進行整體淬火、回火,熱處理完成后變形量較大(7~15mm),需要反復校直和去應力回火處理,產品生產周期長,熱處理后精加工困難,造成加工周期較長,制造成本較高。
為實現城軌車輛扭力桿的高效生產,本文在傳統的城軌車輛扭力桿調質熱處理工藝和汽車扭力桿的中頻感應淬火和回火的變形量控制嚴格的工藝基礎上,通過對中頻感應淬火參數的設計選擇,進行了城軌車輛扭力桿中頻感應淬火、回火熱處理試驗,滿足了產品性能要求,并減少了變形量和加工量。
1.試驗方案
(1)試驗材料及技術要求
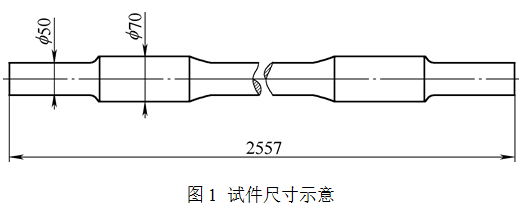
本試驗采用扭力桿本體作為試件,試件尺寸規格見圖1,成分滿足表1。試驗前試件經鍛造后半精加工成型。
試件的化學成分符合表1。
表1 化學成分(質量分數)(%)
C | Si | Mn | Cr | V | Mo |
0.48~0.56 | ≤0.40 | 0.70~1.10 | 0.90~1.20 | 0.10~0.20 | ≤0.30 |
熱處理后,試件力學性能指標符合表2。
表2 力學性能指標

(2)理論依據和試驗方案
根據感應加熱原理,電流頻率越高,感應加熱集膚效應約明顯,不利于截面穿透加熱,但頻率過低會降低電效率。因此,要兩者兼顧,合理選擇。感應加熱頻率可根據下列公式選擇:
式中 f ——電流頻率,Hz;
ρ ——工件熱態電阻率,Ω·m;
D——工件直徑,m;
μr——相對磁導率,H/m。
按以上理論依據,為實現扭力桿穿透淬火,選用中頻頻率1~5kHz的電源設備和立式淬火機床,采用環形感應器和環形冷卻器。選擇A、B、C三種感應淬火試驗方案,具體工藝參數見表3。感應淬火完成后,試件在電阻爐內回火。然后,檢測試件的力學性能、組織和變形量。
表3 試驗方案A、B、C的工藝參數
試驗方案 | 電流頻率/kHz | 加熱功率/kW | 感應器移動速度/mm·min-1 | 淬火冷卻介質壓力/MPa |
A | 3~5 | 20~30 | 90~110 | 0.5~1 |
B | 3~5 | 22~32 | 50~90 | 1~2 |
C | 2~4 | 25~35 | 30~50 | 1~2 |
2.試驗結果及數據分析
(1)試驗結果
按試驗方案A、B、C淬火、回火后,對試件進行檢測。試驗方案A、B、C熱處理后試件的力學性能見表4、表5、表6。
表4 試驗方案A力學性能(未回火)
檢測直徑/mm | 表面硬度HRC | 心部硬度HRC | 變形量/mm |
φ50 | 60 | 56 | 3 |
φ70 | 50 | 30 |
表5 試驗方案B力學性能(回火后)
檢測 直徑/mm | 抗拉強度/MPa | 屈服強度/MPa | 伸長率(%) | 斷面收縮率(%) | 沖擊功KU2(5mm)/J | 硬度HRC | 變形量 /mm |
φ50 | 1453 | 1315 | 7.5 | 34 | 13 | 47 | 2mm |
φ70 | 1534 | 1372 | 8.5 | 44 | 10 | 48 |
表6 試驗方案C力學性能(回火后)
檢測 直徑/mm | 抗拉強度/MPa | 屈服強度/MPa | 伸長率(%) | 斷面收縮率(%) | 沖擊功KU2(5mm)/J | 硬度HRC | 變形量 /mm |
φ50 | 1612 | 1363 | 8.5 | 36 | 14 | 46 | 3mm |
φ70 | 1603 | 1389 | 8.5 | 33 | 12 | 46 |
試驗方案A心部硬度不合格,故只對試驗方案B、C熱處理后試件的進行金相組織檢測,見圖2、圖3。
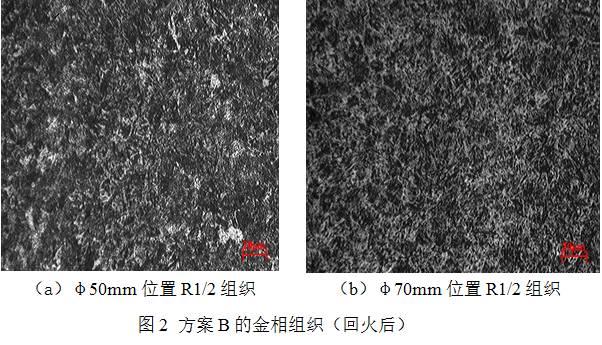
φ50mm和φ70mm晶粒度均為8級,φ50mm位置處組織為回火馬氏體+未溶鐵素體,φ70mm位置處組織為回火馬氏體。
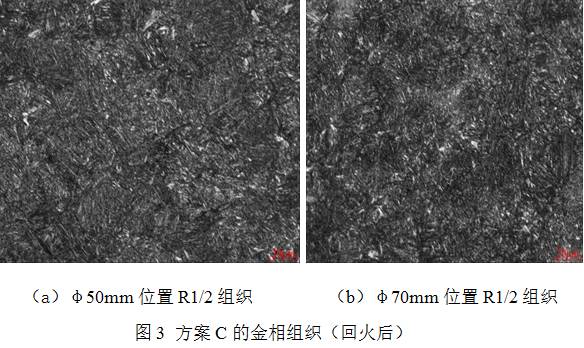
φ50mm和φ70mm晶粒度均為8.5級,組織均為針狀回火托氏體。
(2)數據分析
方案A的試驗,試件在φ70mm處心部硬度低于標準值,表明在此種加熱條件下心部未能達到奧氏體化的溫度,淬火時未達到淬硬效果,說明在大截面位置的加熱時間不足。
方案B的試驗,試件在φ50mm處力學性能中強度明顯偏低,組織中存在未溶鐵素體相,是由于加熱時間或加熱溫度不足,導致心部組織不能完全奧氏體化,從而出現了先未溶解的鐵素體相。
方案C的試驗,在方案B的試驗參數下,適當降低了感應電流的頻率和加熱移動速度,并增加了加熱功率和淬火介質的壓力,試件在φ50mm、φ70mm處力學性能和組織均滿足了技術要求,變形量也較小,證明其工藝參數是可行的。
3.結語
(1)采用中頻頻率范圍2~4kHz感應加熱電源,可以有效實現城軌車輛扭力桿的穿透淬火。
(2)調整中頻加熱功率和移動速度可以有效解決變截面扭力桿的性能和組織均勻性問題,從而獲得低變形量的熱處理產品。
(3)感應加熱穿透淬火加回火可替代傳統的調質熱處理工藝,實現城軌車輛扭力桿生產效率的大幅度提升。
作者:張旭東
單位:株洲九方熱表技術有限公司
來源:《金屬加工(熱加工)》雜志

| |